
常见的定位方式与定位元件.pptx

zh****db

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
常见的定位方式与定位元件.ppt
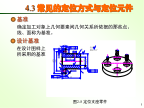
附加基准(辅助基准)基准910用定位元件代替约束点限制自由度Z4.3常见的定位方式与定位元件粗基准平面定位A.主要支承(定位作用)—固定支承、可调支承、自位支承支承板用于精基准在工件定位过程中,支承钉的高度需要调整的场合自位支承(浮动支承)—自动调整位置的支承。其作用相当于一个固定支承,只限制一个自由度,适于工件以粗基准定位或刚性不足的场合。辅助支承—用来提高工件的装夹刚度和稳定性,不起定位作用2.工件以外圆柱面定位时的定位元件(2)定位套3.工件以圆孔定位时的定位元件(2)圆柱心轴—适于套筒、盘类零件(
常见的定位方式与定位元件.ppt
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051
常见的定位方式与定位元件.pptx
常见的定位方式与定位元件附加基准(辅助基准)基准大家学习辛苦了,还是要坚持用定位元件代替约束点限制自由度4、3常见得定位方式与定位元件粗基准平面定位A、主要支承(定位作用)—固定支承、可调支承、自位支承支承板用于精基准在工件定位过程中,支承钉得高度需要调整得场合自位支承(浮动支承)—自动调整位置得支承。其作用相当于一个固定支承,只限制一个自由度,适于工件以粗基准定位或刚性不足得场合。辅助支承—用来提高工件得装夹刚度和稳定性,不起定位作用2、工件以外圆柱面定位时得定位元件(2)定位套3、工件以圆孔定位时得定
常见的定位方式及定位元件.ppt
附加基准(辅助基准)基准910用定位元件代替约束点限制自由度Z4.3常见的定位方式与定位元件粗基准平面定位A.主要支承(定位作用)—固定支承、可调支承、自位支承支承板用于精基准在工件定位过程中,支承钉的高度需要调整的场合自位支承(浮动支承)—自动调整位置的支承。其作用相当于一个固定支承,只限制一个自由度,适于工件以粗基准定位或刚性不足的场合。辅助支承—用来提高工件的装夹刚度和稳定性,不起定位作用2.工件以外圆柱面定位时的定位元件(2)定位套3.工件以圆孔定位时的定位元件(2)圆柱心轴—适于套筒、盘类零件(

常见的定位方式及其定位元件.docx
二、常见的定位方式及其定位元件(一)工件以平面定位图5-6几种常用支承钉平面定位的主要形式是支承定位,工件的定位基准平面与定位元件表面相接触而实现定位。常见的支承元件有下列几种:1.固定支承支承的高矮尺寸是固定的,使用时不能调整高度。1)支承钉图5-6所示为用于平面定位的几种常用支承钉,它们利用顶面对工件进行定位。其中图5-6a为平顶支承钉,常用于精基准面的定位。图5-6b为圆顶支承钉,多用于粗基准面的定位。图5-6c为网纹顶支承钉,常用在要求较大摩擦力的侧面定位。图5-6d为带衬套支承钉,由于它便于拆卸