
齿轮室油槽加工处理工装及方法.pdf

是笛****加盟


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮室油槽加工处理工装及方法.pdf
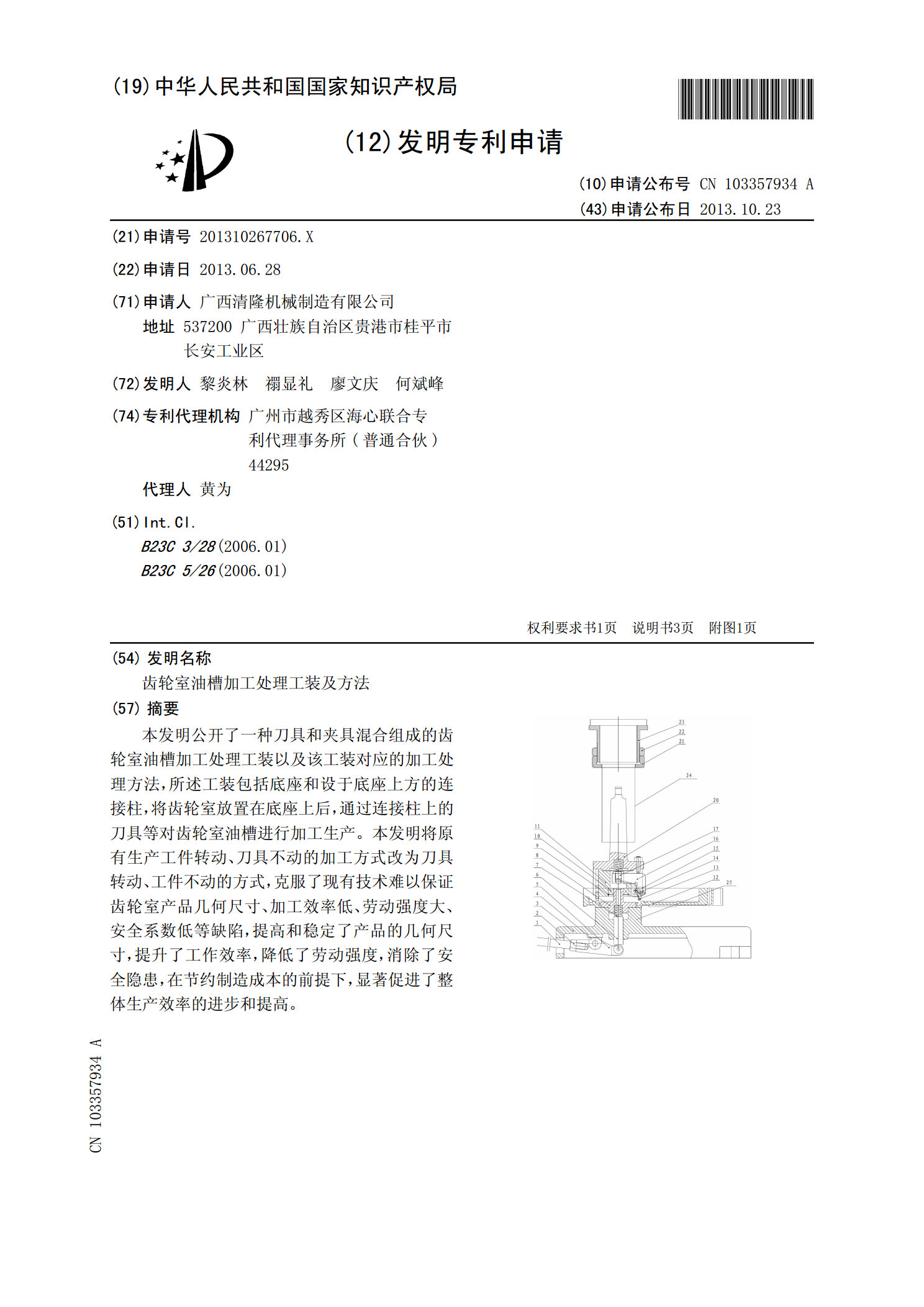
本发明公开了一种刀具和夹具混合组成的齿轮室油槽加工处理工装以及该工装对应的加工处理方法,所述工装包括底座和设于底座上方的连接柱,将齿轮室放置在底座上后,通过连接柱上的刀具等对齿轮室油槽进行加工生产。本发明将原有生产工件转动、刀具不动的加工方式改为刀具转动、工件不动的方式,克服了现有技术难以保证齿轮室产品几何尺寸、加工效率低、劳动强度大、安全系数低等缺陷,提高和稳定了产品的几何尺寸,提升了工作效率,降低了劳动强度,消除了安全隐患,在节约制造成本的前提下,显著促进了整体生产效率的进步和提高。

齿轮油槽加工定心工装.pdf
本发明涉及一种齿轮油槽加工定心工装,具体地说是用于齿轮油槽加工时的定心工装。其包括偏心轮、调节杆、回转销和回位弹簧,固定底座上固定回转销,回转销上转动连接偏心轮,偏心轮右端连接调节杆。回位弹簧的一端固定在调节杆尾端,另一端固定在固定底座上。所述偏心轮的左端紧靠第二V型块。本发明结构简单、紧凑,合理;使用方便快捷,降低了工人的劳动强度;加工产品质量可靠、稳定;定心准确无误。
一种行星齿轮垫片井型油槽加工工装.pdf
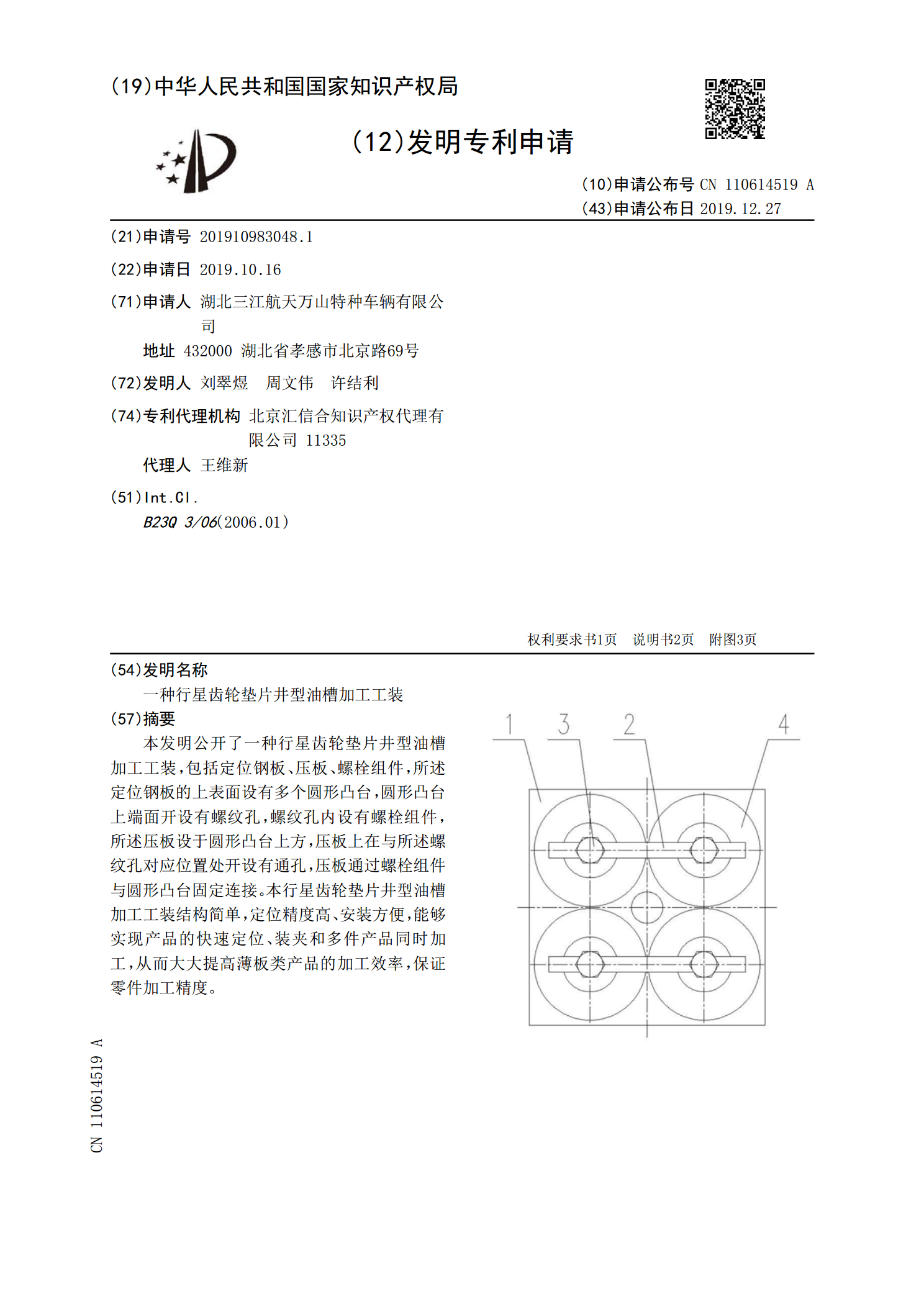
本发明公开了一种行星齿轮垫片井型油槽加工工装,包括定位钢板、压板、螺栓组件,所述定位钢板的上表面设有多个圆形凸台,圆形凸台上端面开设有螺纹孔,螺纹孔内设有螺栓组件,所述压板设于圆形凸台上方,压板上在与所述螺纹孔对应位置处开设有通孔,压板通过螺栓组件与圆形凸台固定连接。本行星齿轮垫片井型油槽加工工装结构简单,定位精度高、安装方便,能够实现产品的快速定位、装夹和多件产品同时加工,从而大大提高薄板类产品的加工效率,保证零件加工精度。
齿轮加工装置和齿轮加工方法.pdf
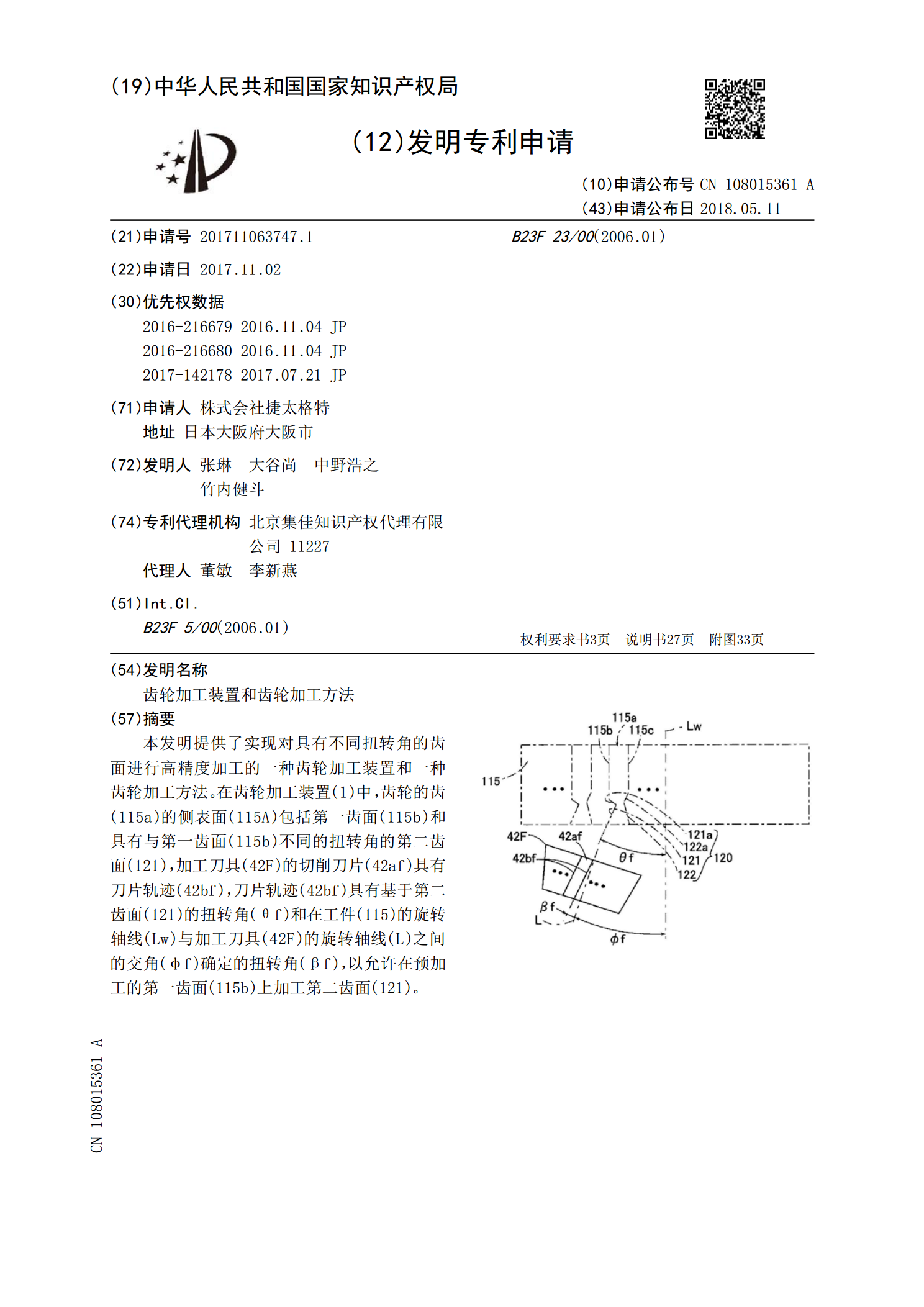
本发明提供了实现对具有不同扭转角的齿面进行高精度加工的一种齿轮加工装置和一种齿轮加工方法。在齿轮加工装置(1)中,齿轮的齿(115a)的侧表面(115A)包括第一齿面(115b)和具有与第一齿面(115b)不同的扭转角的第二齿面(121),加工刀具(42F)的切削刀片(42af)具有刀片轨迹(42bf),刀片轨迹(42bf)具有基于第二齿面(121)的扭转角(θf)和在工件(115)的旋转轴线(Lw)与加工刀具(42F)的旋转轴线(L)之间的交角(φf)确定的扭转角(βf),以允许在预加工的第一齿面(11
齿轮加工装置和齿轮加工方法.pdf
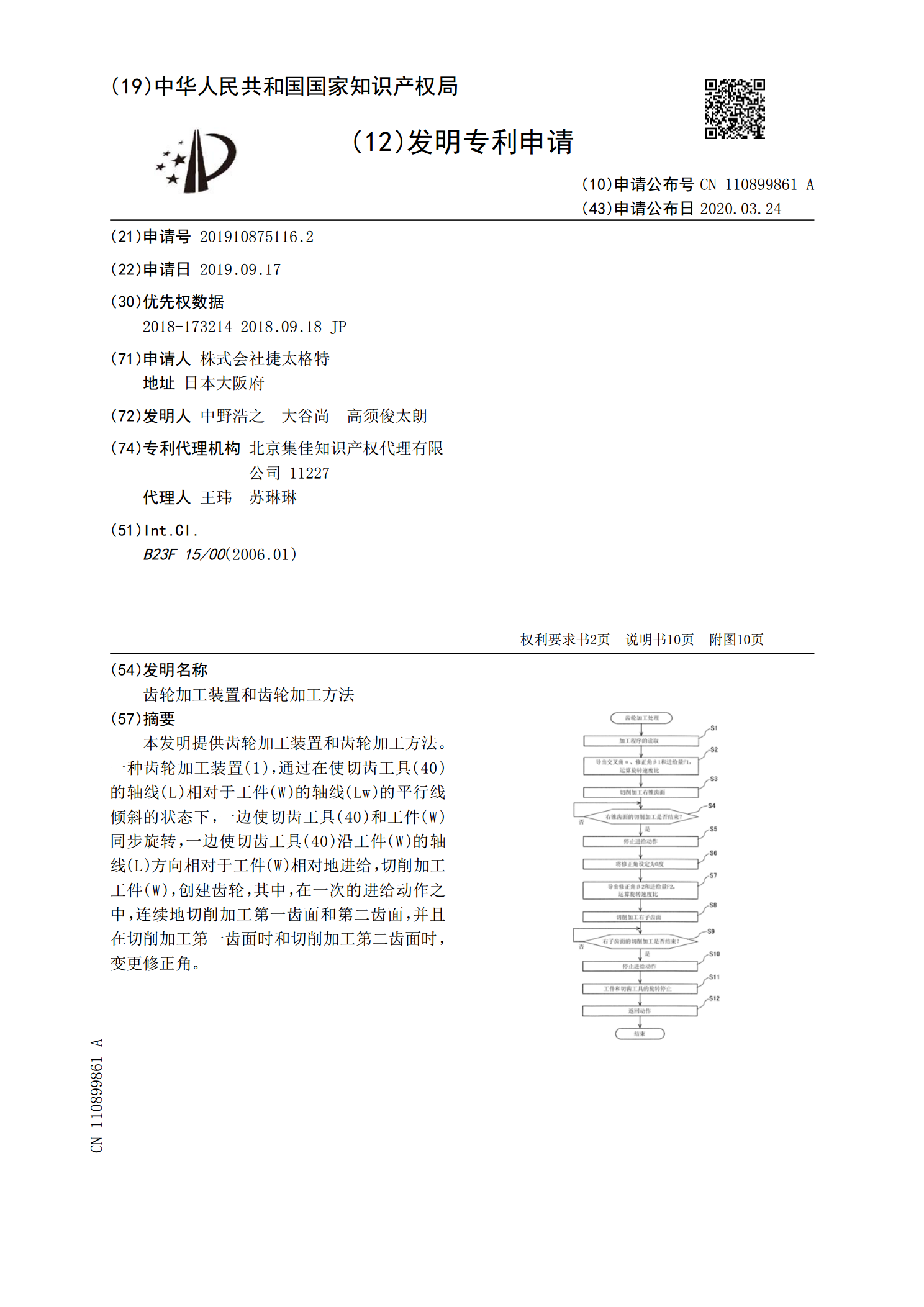
本发明提供齿轮加工装置和齿轮加工方法。一种齿轮加工装置(1),通过在使切齿工具(40)的轴线(L)相对于工件(W)的轴线(Lw)的平行线倾斜的状态下,一边使切齿工具(40)和工件(W)同步旋转,一边使切齿工具(40)沿工件(W)的轴线(L)方向相对于工件(W)相对地进给,切削加工工件(W),创建齿轮,其中,在一次的进给动作之中,连续地切削加工第一齿面和第二齿面,并且在切削加工第一齿面时和切削加工第二齿面时,变更修正角。