
立柱在线随动切割装置.pdf

玉环****找我


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

立柱在线随动切割装置.pdf
本发明的目的是提供一种生产效率高,加工成本低,可在线完成对运动的西格玛立柱进行随动切割的立柱在线随动切割装置。其机座通过导向装置安装在底座上,机座可在调速驱动装置的驱动下沿左右水平方向运动,机座的上端面的后侧安装有锯片驱动电机,锯片驱动电机的电机轴上套装有主动带轮,主动带轮上方设有从动带轮,主动带轮通过带传动与从动带轮传动相连,从动带轮套装在锯片轴的一端,锯片轴另一端安装有圆锯片,锯片轴中部设有锯片轴承座,锯片轴承座与摆臂的中部或外端固定相连,摆臂的里端通过摆臂转销轴安装在机座上,摆臂的外端与驱动气缸的活

钢缆随动切割装置.pdf
一种钢缆随动切割装置,含有底架,安装在底架上的移动小车,安装在移动小车上的切割机构和夹紧机构,所述的底架两端设有钢缆导轮,所述的底架上面固定连接有移动导轨,所述的移动小车底面设有与该移动导轨匹配的滑槽;所述的切割机构含有操作杆和安装在操作杆上的切割机,所述的操作杆的下端通过铰链铰接在移动小车上,所述的夹紧机构含有固定夹板和活动夹板,所述的固定夹板固定连接在移动小车上,所述的活动夹板通过顶压机构压在固定夹板上;该装置结能够在不停机的情况下实现随动切割,提高了生产效率、保证了生产质量的稳定性。
板材随动切割装置.pdf
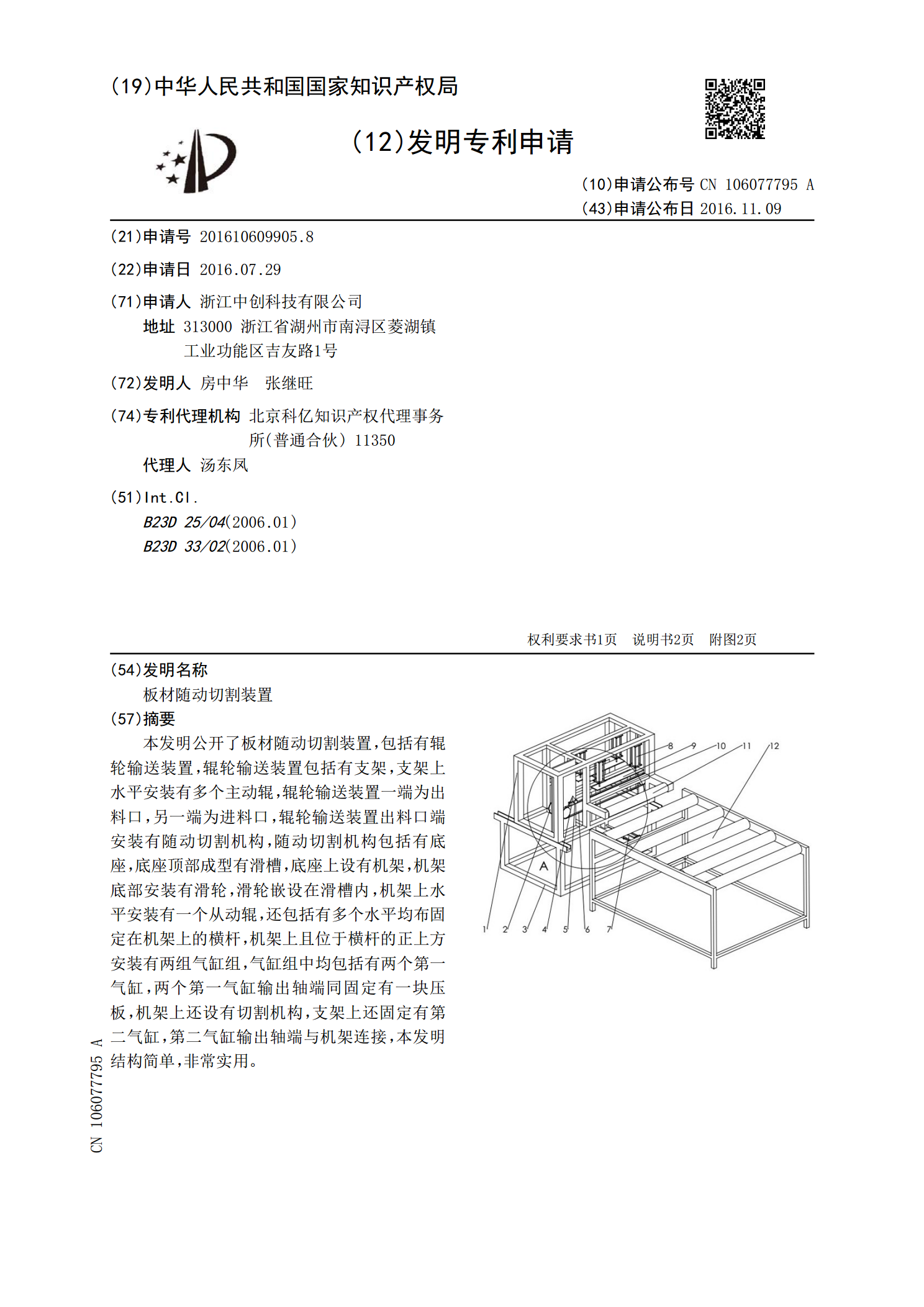
本发明公开了板材随动切割装置,包括有辊轮输送装置,辊轮输送装置包括有支架,支架上水平安装有多个主动辊,辊轮输送装置一端为出料口,另一端为进料口,辊轮输送装置出料口端安装有随动切割机构,随动切割机构包括有底座,底座顶部成型有滑槽,底座上设有机架,机架底部安装有滑轮,滑轮嵌设在滑槽内,机架上水平安装有一个从动辊,还包括有多个水平均布固定在机架上的横杆,机架上且位于横杆的正上方安装有两组气缸组,气缸组中均包括有两个第一气缸,两个第一气缸输出轴端同固定有一块压板,机架上还设有切割机构,支架上还固定有第二气缸,第二
一种激光切割机随动排烟装置.pdf
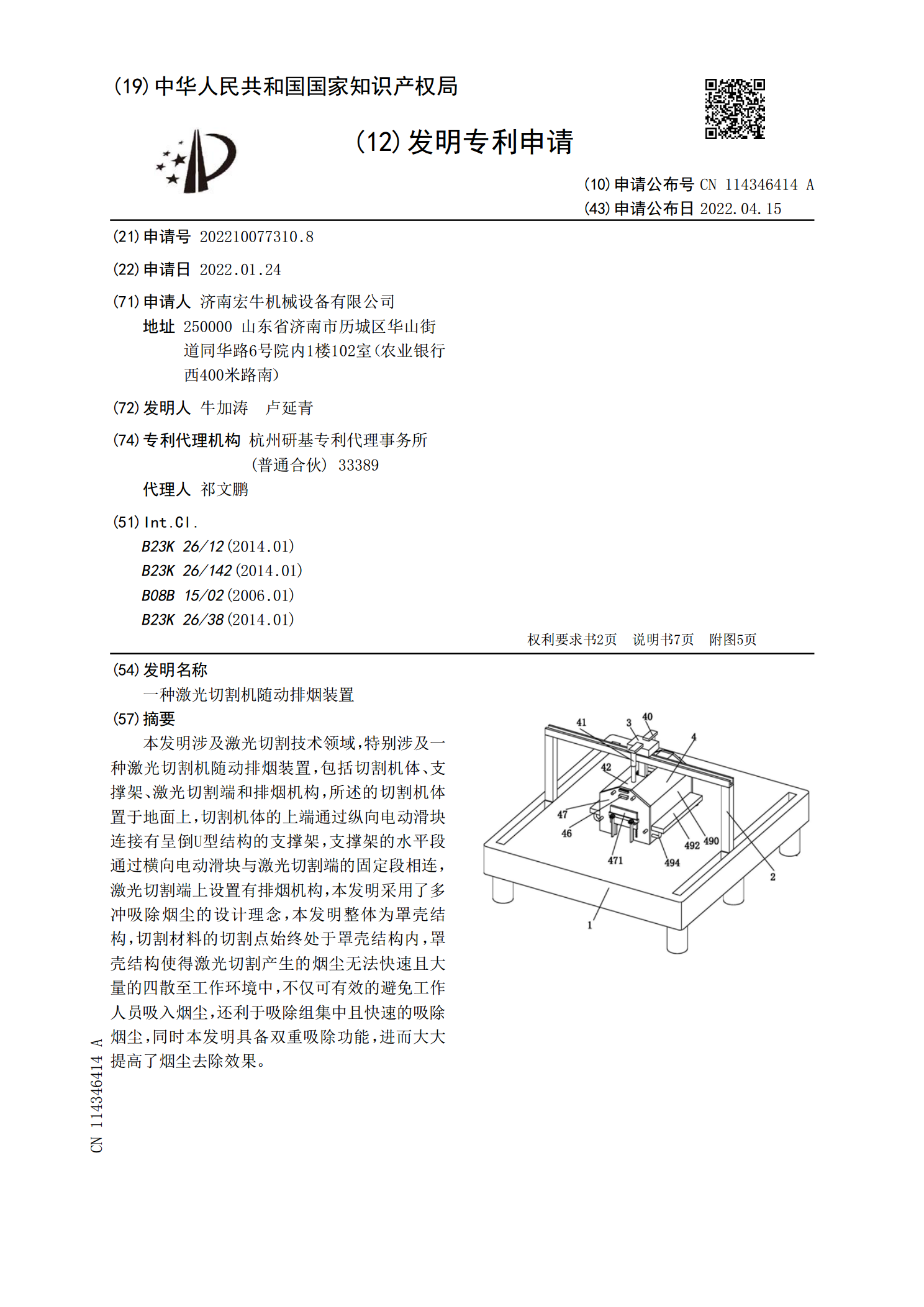
本发明涉及激光切割技术领域,特别涉及一种激光切割机随动排烟装置,包括切割机体、支撑架、激光切割端和排烟机构,所述的切割机体置于地面上,切割机体的上端通过纵向电动滑块连接有呈倒U型结构的支撑架,支撑架的水平段通过横向电动滑块与激光切割端的固定段相连,激光切割端上设置有排烟机构,本发明采用了多冲吸除烟尘的设计理念,本发明整体为罩壳结构,切割材料的切割点始终处于罩壳结构内,罩壳结构使得激光切割产生的烟尘无法快速且大量的四散至工作环境中,不仅可有效的避免工作人员吸入烟尘,还利于吸除组集中且快速的吸除烟尘,同时本发
一种板料在线随动定距冲孔装置.pdf
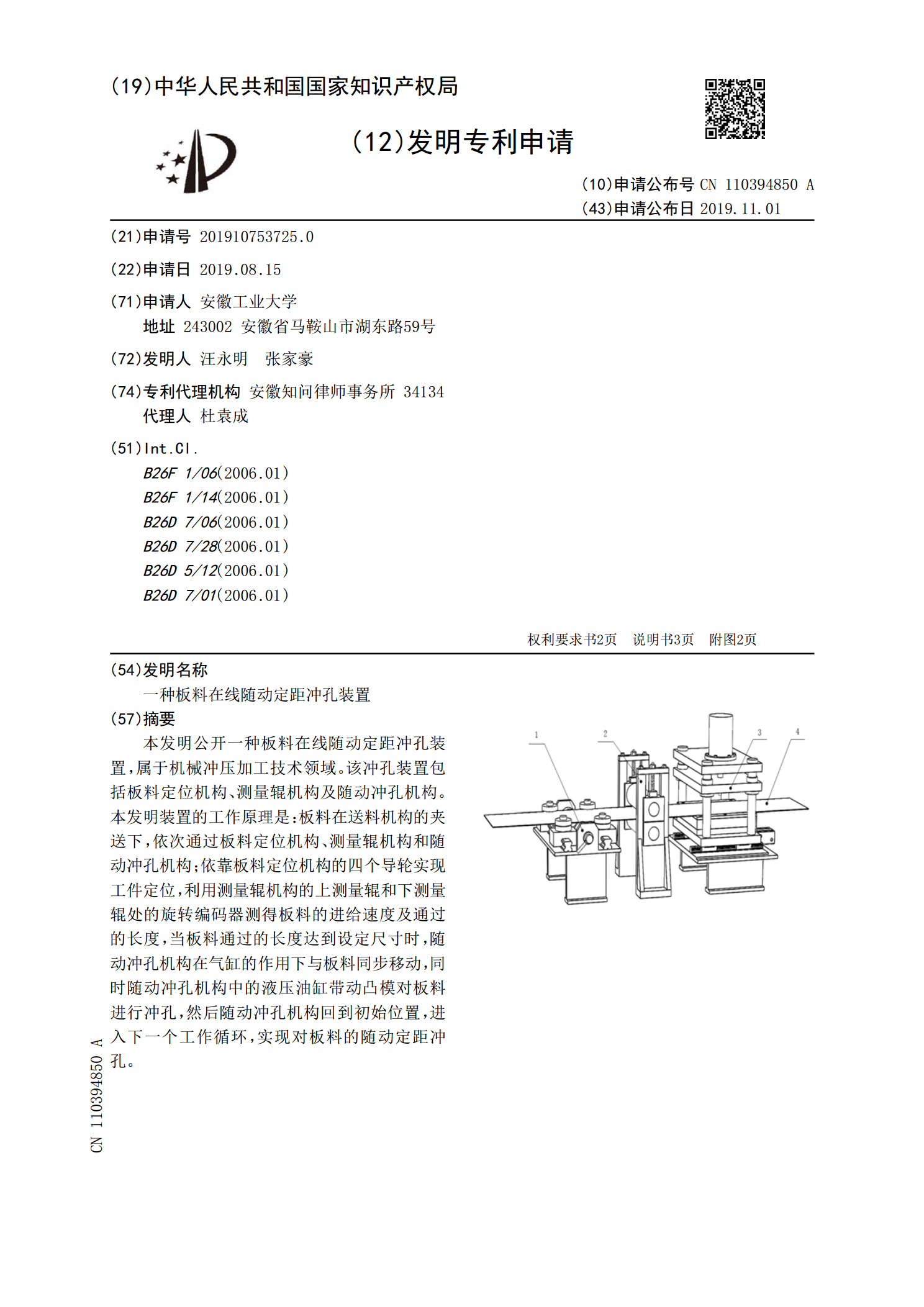
本发明公开一种板料在线随动定距冲孔装置,属于机械冲压加工技术领域。该冲孔装置包括板料定位机构、测量辊机构及随动冲孔机构。本发明装置的工作原理是:板料在送料机构的夹送下,依次通过板料定位机构、测量辊机构和随动冲孔机构;依靠板料定位机构的四个导轮实现工件定位,利用测量辊机构的上测量辊和下测量辊处的旋转编码器测得板料的进给速度及通过的长度,当板料通过的长度达到设定尺寸时,随动冲孔机构在气缸的作用下与板料同步移动,同时随动冲孔机构中的液压油缸带动凸模对板料进行冲孔,然后随动冲孔机构回到初始位置,进入下一个工作循环