
400A数控切割机开坡口数控切割程序转化作业指导书.docx

快乐****蜜蜂


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

400A数控切割机开坡口数控切割程序转化作业指导书.docx
400A数控切割机开坡口数控切割程序转化作业指导书受控状态:发放编号:编写审核批准目录标准内容、范围对设计人员的基本要求程序转换切割指令基本方法注意事项参考附图1.0标准内容、范围1.1本指导书规范了开坡口数控切割程序转换切割指令的基本要求,包括套料零件间隙,坡口转换范围,转换步骤,注意事项等内容,供设计人员进行切割指令转换时参考。1.2本指导书适用于造船项目的曲面外板的坡口切割指令转换。1.3本指导书适用于C区4跨KOIKESUPER400型数控切割机。1.4本指导书使用的设计软件为VANTAGEMar
屏蔽数控切割坡口的方法.pdf
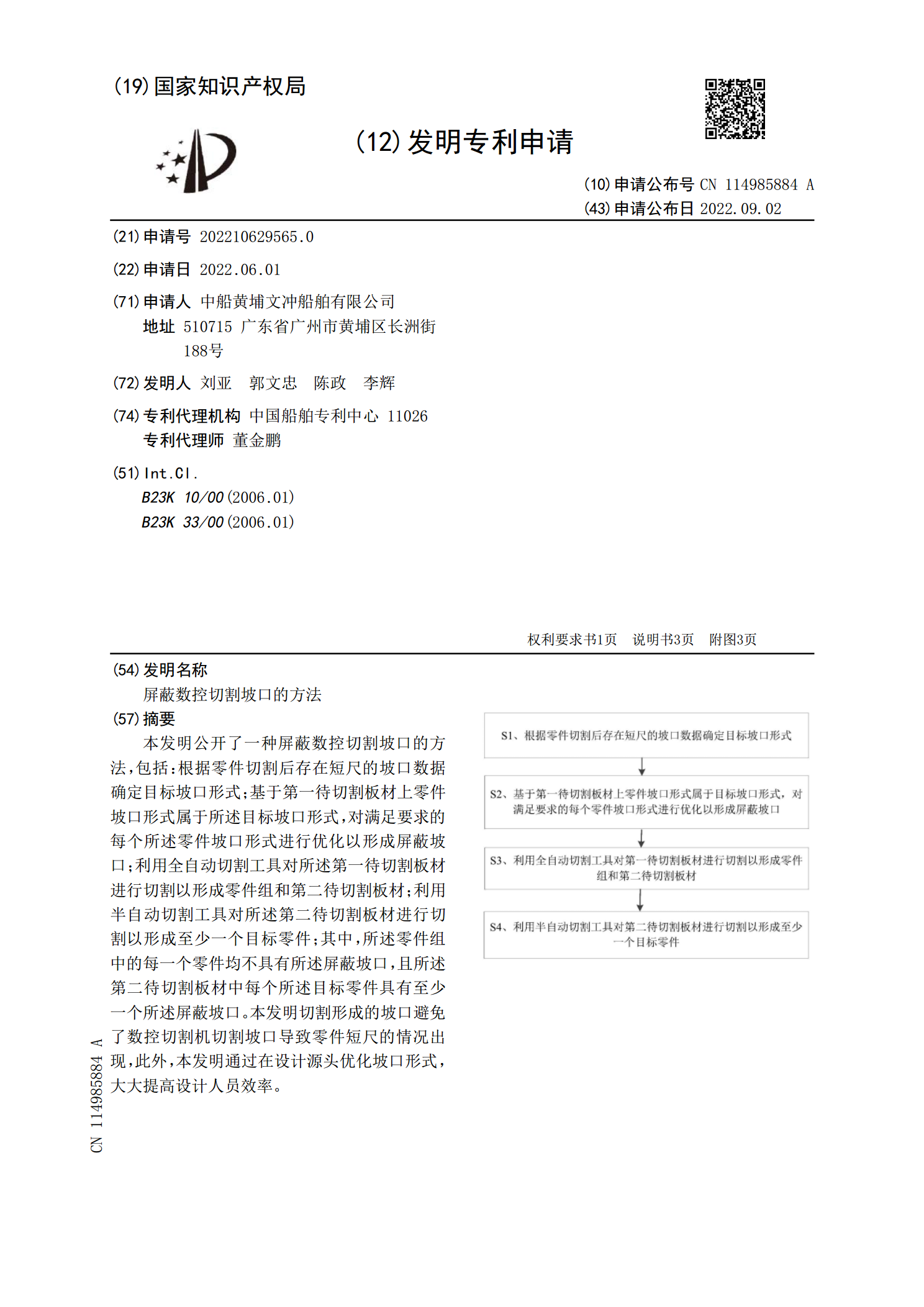
本发明公开了一种屏蔽数控切割坡口的方法,包括:根据零件切割后存在短尺的坡口数据确定目标坡口形式;基于第一待切割板材上零件坡口形式属于所述目标坡口形式,对满足要求的每个所述零件坡口形式进行优化以形成屏蔽坡口;利用全自动切割工具对所述第一待切割板材进行切割以形成零件组和第二待切割板材;利用半自动切割工具对所述第二待切割板材进行切割以形成至少一个目标零件;其中,所述零件组中的每一个零件均不具有所述屏蔽坡口,且所述第二待切割板材中每个所述目标零件具有至少一个所述屏蔽坡口。本发明切割形成的坡口避免了数控切割机切割坡

数控切割行业的近净成形技术与先进制造装备——3D数控坡口切割机.docx
数控切割行业的近净成形技术与先进制造装备——3D数控坡口切割机摘要:数控切割技术已经成为现代制造业中的关键技术之一,能够为各行各业的加工生产提供高效、精准和经济的切割解决方案。作为数控切割技术的重要发展方向之一,近净成形技术和先进制造装备在数控切割应用领域也得到了广泛的应用。本文将重点介绍3D数控坡口切割机在近净成形和先进制造装备方面的应用,阐述其技术原理和优势,并探讨其未来的发展趋势和应用前景。关键词:数控切割;近净成形;先进制造装备;3D数控坡口切割机引言:近年来,随着数控技术的不断更新和发展,数控切

数控切割机主控程序分析.docx
数控切割机主控程序分析数控切割机主控程序分析摘要:数控切割机主控程序是指控制数控切割机工作的核心代码,它起到指挥机器运行的作用。本文将从程序的基本结构、功能实现、优化策略等方面对数控切割机主控程序进行全面分析,并探讨其在切割机性能提升方面的潜力。一、引言数控切割机是一种高效、精确的切割设备,广泛应用于金属制品加工领域。而数控切割机主控程序是控制切割机运作的核心代码,其编写质量和工作效率直接影响到切割机的性能。因此,对数控切割机主控程序进行深入的分析和优化具有重要意义。二、数控切割机主控程序的基本结构数控切

数控等离子六轴五联动坡口切割机.pdf
本发明公开了一种数控等离子六轴五联动坡口切割机,其主机的机箱顶上安装旋转电机,并与机箱内的滚珠丝杆连接,滚珠丝杆的上端安装小齿轮、中部与滑块螺纹连接,滑块的一端与机箱侧壁上的垂直导轨凹凸槽配合、另一端与复位接近开关连接,复位接近开关与机箱侧壁上的限位块对应;机箱还设有空心旋转轴,旋转轴上连接大齿轮,大齿轮与小齿轮啮合,旋转轴的下端与“C”形连接件上端固定,“C”形连接件上安装摆动电机驱动的减速箱,减速箱经齿轮与半圆形齿条啮合,该齿条上安装割炬座,割炬夹持器置于割炬座的接触面上,割炬座的接触面上镶嵌有磁铁,