
动车组铝合金地板自动焊焊接工艺研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

动车组铝合金地板自动焊焊接工艺研究.docx
动车组铝合金地板自动焊焊接工艺研究摘要:本文主要研究动车组铝合金地板自动焊焊接工艺,通过对焊接参数、焊接设备、焊接质量等方面的分析,探讨了优化焊接工艺的方法和途径,提高了焊接的质量和效率。关键词:动车组铝合金地板、自动焊焊接、焊接参数、焊接设备、焊接质量一、引言动车组铝合金地板是现代列车中不可或缺的构件,其结构必须保证安全、牢固且轻便。动车组铝合金地板上需要进行多次焊接,因此,焊接质量和效率是极其重要的。本文主要研究动车组铝合金地板自动焊焊接工艺,探讨优化焊接工艺的方法和途径。二、动车组铝合金地板自动焊焊

铝合金焊接工艺规范(自动焊).pdf
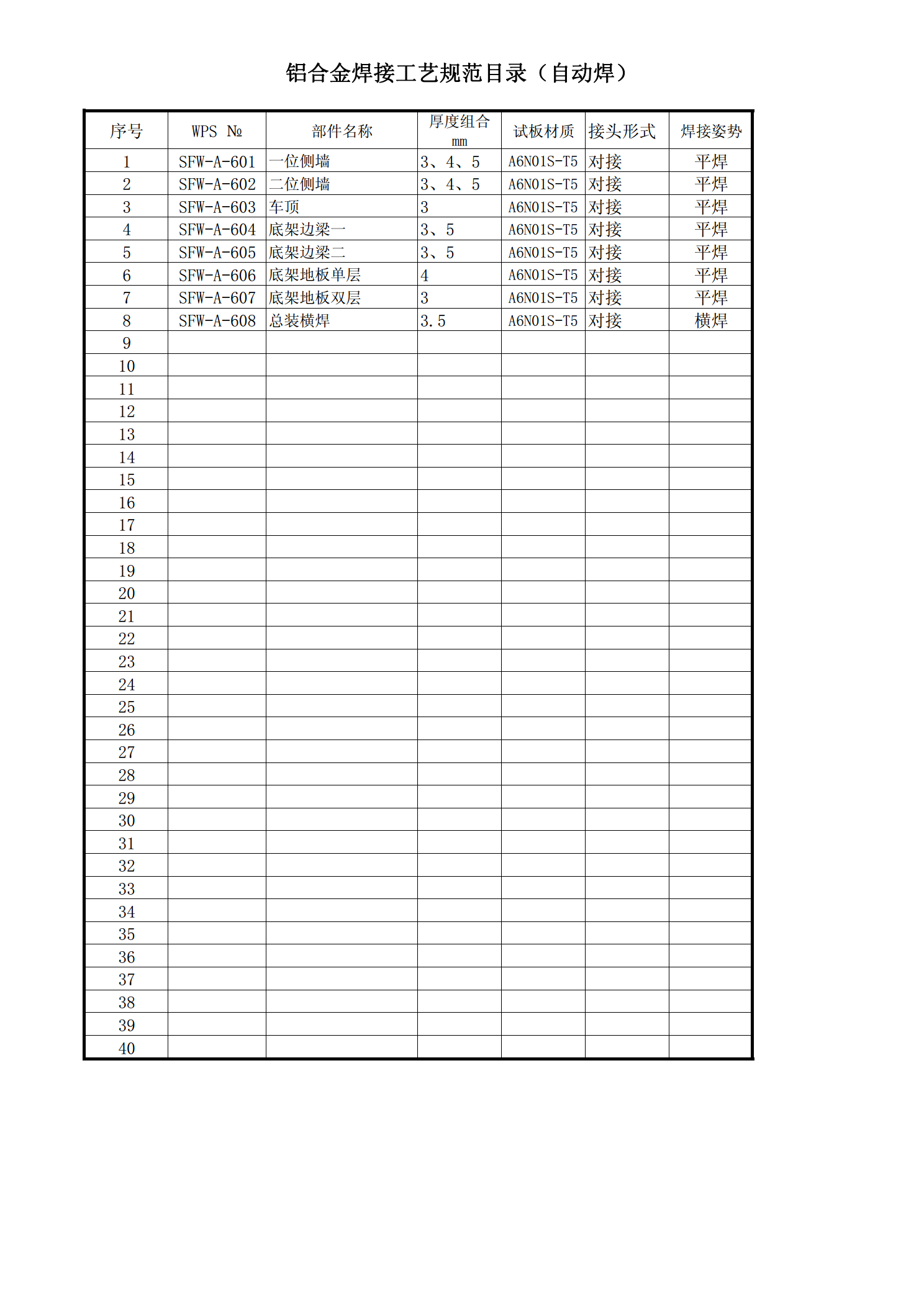
铝合金焊接工艺规范目录(自动焊)厚度组合序号WPS№部件名称试板材质接头形式焊接姿势mm1SFW-A-601一位侧墙3、4、5A6N01S-T5对接平焊2SFW-A-602二位侧墙3、4、5A6N01S-T5对接平焊3SFW-A-603车顶3A6N01S-T5对接平焊4SFW-A-604底架边梁一3、5A6N01S-T5对接平焊5SFW-A-605底架边梁二3、5A6N01S-T5对接平焊6SFW-A-606底架地板单层4A6N01S-T5对接平焊7SFW-A-607底架地板双层3A6N01S-T5对接平
铝合金焊接工艺规范(自动焊).pdf
铝合金焊接工艺规范目录(自动焊)厚度组合序号WPS№部件名称试板材质接头形式焊接姿势mm1SFW-A-601一位侧墙3、4、5A6N01S-T5对接平焊2SFW

铝合金焊接工艺规范(自动焊).pdf
铝合金焊接工艺规范目录(自动焊)厚度组合序号WPS№部件名称试板材质接头形式焊接姿势mm1SFW-A-601一位侧墙3、4、5A6N01S-T5对接平焊2SFW-A-602二位侧墙3、4、5A6N01S-T5对接平焊3SFW-A-603车顶3A6N01S-T5对接平焊4SFW-A-604底架边梁一3、5A6N01S-T5对接平焊5SFW-A-605底架边梁二3、5A6N01S-T5对接平焊6SFW-A-606底架地板单层4A6N01S-T5对接平焊7SFW-A-607底架地板双层3A6N01S-T5对接平

铝合金MIG自动焊焊接工艺.docx
铝合金MIG自动焊焊接工艺引言铝合金具有良好的机械性能、强度高、重量轻、抗腐蚀性好等优点,因此在轻量化、高速度、航空航天等领域得到广泛应用。铝合金的加工与焊接是铝加工的重要部分。焊接是许多工程处理中必不可少的工序之一。现代尤其是航空航天工业对焊接工艺的质量和可控性提出了更高的要求。随着焊接自动化技术的不断发展,在铝合金焊接中高速度、高效率、高品质的自动化焊接技术得到了越来越广泛的应用。本文将介绍铝合金MIG自动焊焊接工艺。一、铝合金MIG自动焊MIG(MetalInertGas)自动焊是一种半自动电弧焊接