
一种铝合金车轮套色涂装工艺.pdf

闪闪****魔王

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金车轮套色涂装工艺.pdf
本发明公开了一种铝合金车轮套色涂装工艺,工艺流程包括前处理、喷底粉、色漆、电泳、喷涂罩光漆、烘烤。前处理采用无铬钝化处理,粉末采用静电喷涂控制电压70-80????KV,涂粉量:170-190m3/h,喷漆为静电喷涂:电压为-50—-60KV,喷漆量50-80cc/min,成型空气压力:0.1-.05KPa。电泳:100-160V,时间1-3min;本发明采用激光进行表面处理,在轮毂表面雕刻出标识图案,再进行电泳涂装。本发明采用了电泳工艺,提高了铝合金车轮的耐腐蚀性,CASS腐蚀宽度单边<1㎜。本发明使得

一种铝合金车轮套色涂装工艺.pdf
本发明公开了一种铝合金车轮套色涂装工艺,工艺流程包括前处理、喷底粉、色漆、电泳、喷涂罩光漆、烘烤。前处理采用无铬钝化处理,粉末采用静电喷涂控制电压70-80KV,涂粉量:170-190m3/h,喷漆为静电喷涂:电压为-50—-60KV,喷漆量50-80cc/min,成型空气压力:0.1-.05KPa。电泳:100-160V,时间1-3min;本发明采用了电泳工艺,提高了铝合金车轮的耐腐蚀性,CASS腐蚀宽度单边不超过1㎜。本发明使得铝合金表面颜色多样化,可以实现一个轮子多种颜色,使得铝合金轮毂更漂亮。
一种车轮涂装套色喷涂工艺.pdf
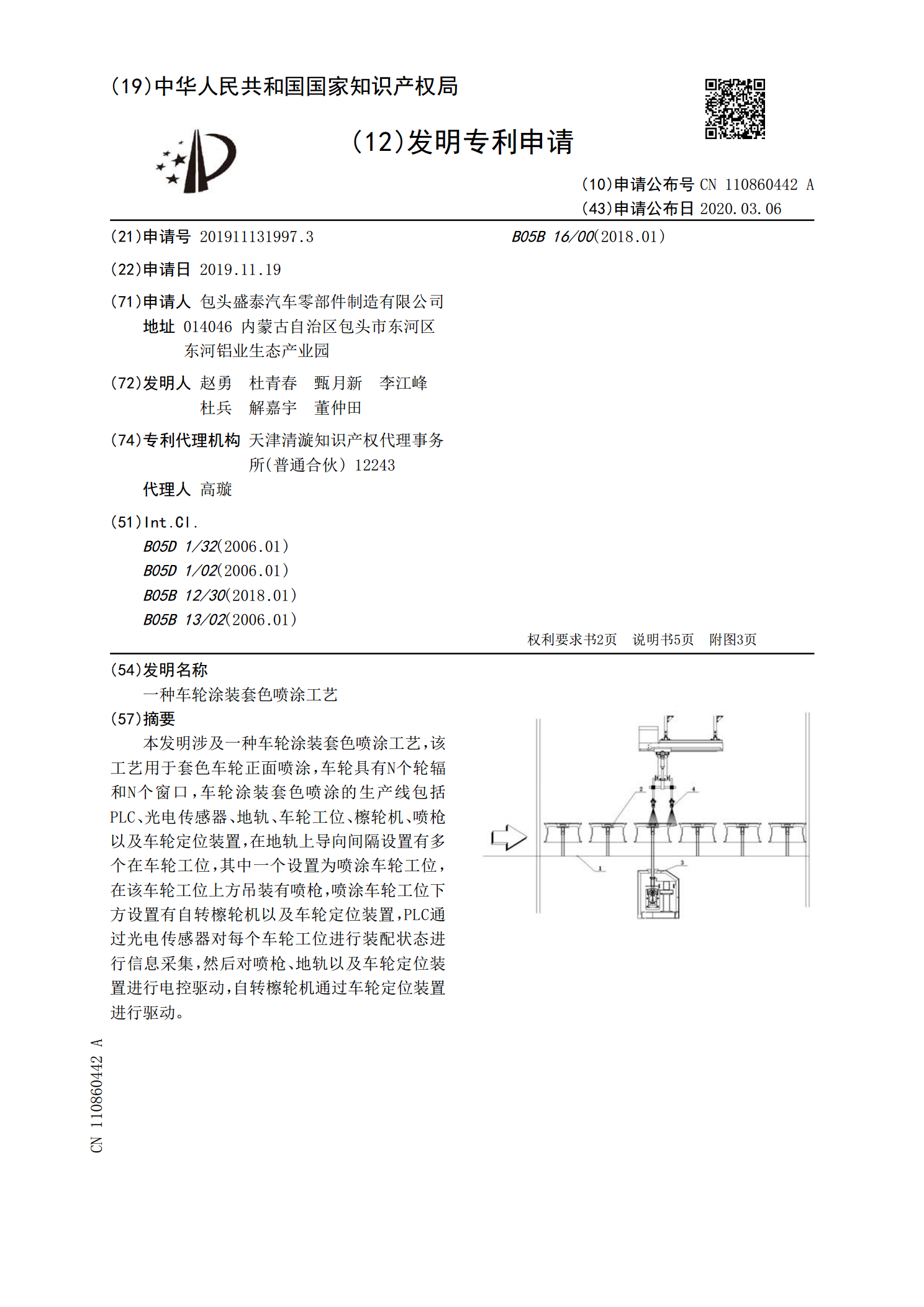
本发明涉及一种车轮涂装套色喷涂工艺,该工艺用于套色车轮正面喷涂,车轮具有N个轮辐和N个窗口,车轮涂装套色喷涂的生产线包括PLC、光电传感器、地轨、车轮工位、檫轮机、喷枪以及车轮定位装置,在地轨上导向间隔设置有多个在车轮工位,其中一个设置为喷涂车轮工位,在该车轮工位上方吊装有喷枪,喷涂车轮工位下方设置有自转檫轮机以及车轮定位装置,PLC通过光电传感器对每个车轮工位进行装配状态进行信息采集,然后对喷枪、地轨以及车轮定位装置进行电控驱动,自转檫轮机通过车轮定位装置进行驱动。

一种铝合金车轮套色工艺.pdf
本发明提供一种表铝合金车轮套色工艺。通过在色漆表面进行水转印工艺并喷涂透明粉,取代了传统的硬质防护方式套色的工艺,其工艺流程为:素材车轮→预处理→烘干→喷涂底粉→烘干→喷涂色漆→烘干→水转印→干燥→预处理→烘干→喷涂透明粉→烘干→成品下线。大大提高了生产效率及成品率,降低了人工成本,易于进行大规模批量化的生产。

一种铝合金车轮涂装工艺.pdf
提出了一种铝合金车轮涂装工艺,使得本涂装工艺生产出的车轮具有漆膜厚度均匀,抗腐蚀性好的特点;本发明所采用的工艺流程包括前表面处理、粉末喷涂、粉末固化、油漆喷涂、油漆固化、冷却,其中钝化采用无铬钝化,采用静电旋杯喷枪对工件进行油漆喷涂,旋杯施工电压控制在-50kV至-60kV,静电旋杯转数控制在25-32kr/min,旋杯喷枪出漆量70-100cc/min,成型空气压力控制在0.1-0.5MPa,喷枪到工件距离150mm-180mm;本发明由于优化了无铬钝化、固化、喷涂工艺的工艺参数,使得车轮涂装性能得到提