
Mastercam铭牌的雕刻加工.pptx

胜利****实阿


1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

Mastercam铭牌的雕刻加工.pptx
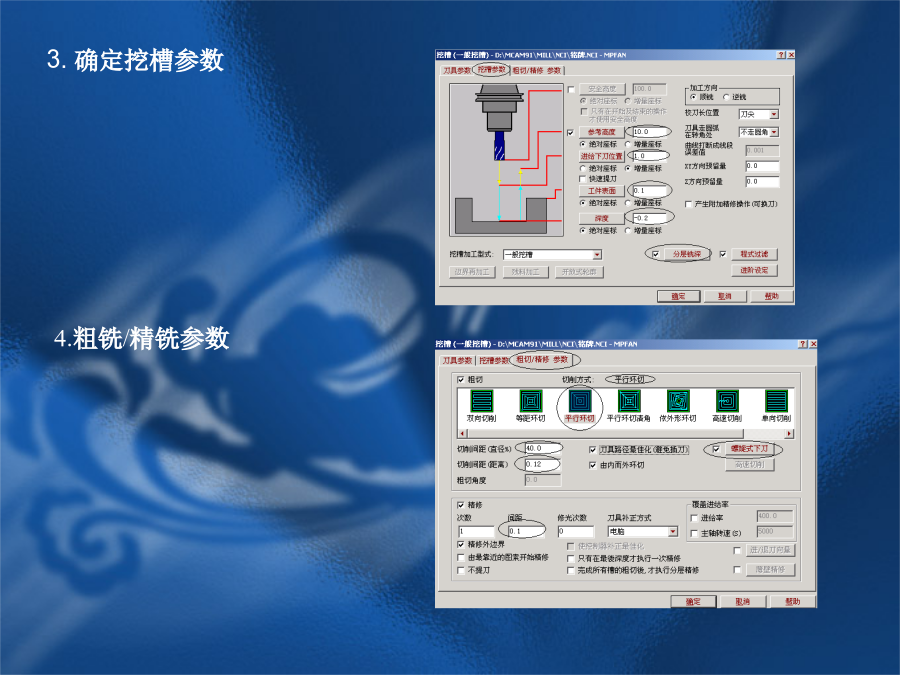
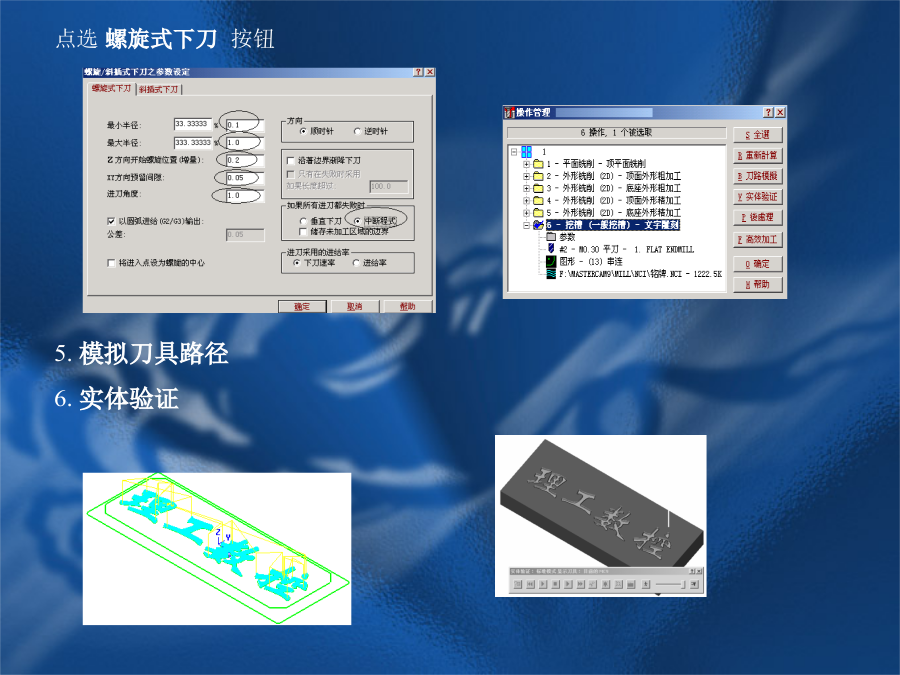
第4章铭牌的雕刻加工4.1.1绘制文字4.2编制雕刻挖槽的加工刀具路径3.确定挖槽参数点选螺旋式下刀按钮4.2.3顶平面精加工刀具路径表4-1操作CNC机床,雕刻加工铭牌文字(3)按启动键(OUTPUTSTART),启动主轴。(4)选择手动(HAND)模式,操作手动轮,降下主轴,在坯料的一边进行碰数,分中棒下半截慢慢碰到坯料后,由平稳旋转到突然离心偏开上半截之时,提高Z轴。(5)移动操作面板中的光标到相对坐标中X轴相应的数值,按(CAN)键,X轴坐标清零。(6)然后在坯料的另一边进行碰数,分中棒下半截慢慢

Mastercam9.1第4章-铭牌的雕刻加工.ppt
第4章铭牌的雕刻加工4.1.1绘制文字4.2编制雕刻挖槽的加工刀具路径3.确定挖槽参数点选螺旋式下刀按钮4.2.3顶平面精加工刀具路径表4-14.5.3操作CNC机床,雕刻加工铭牌文字(3)按启动键(OUTPUTSTART),启动主轴。(4)选择手动(HAND)模式,操作手动轮,降下主轴,在坯料的一边进行碰数,分中棒下半截慢慢碰到坯料后,由平稳旋转到突然离心偏开上半截之时,提高Z轴。(5)移动操作面板中的光标到相对坐标中X轴相应的数值,按(CAN)键,X轴坐标清零。(6)然后在坯料的另一边进行碰数,分中棒

基于MasterCAM软件的雕刻加工.docx
基于MasterCAM软件的雕刻加工基于MasterCAM软件的雕刻加工摘要:雕刻加工是一种常见的加工方式,用于在各种材料上制造复杂的图案和纹理。MasterCAM软件是一款专业的计算机辅助制造(CAM)软件,广泛应用于各种工业制造过程中。本文将介绍基于MasterCAM软件的雕刻加工技术,并探讨其在实际应用中的优势和挑战。1.引言雕刻加工是一种在材料表面制造图案和纹理的方法。它可以应用于各种材料,如金属、木材、塑料等。雕刻加工可以实现高精度的图案制作,具有广泛的应用前景。而MasterCAM软件是一款专

基于MasterCAM的曲面雕刻数控加工.docx
基于MasterCAM的曲面雕刻数控加工数控加工是一种采用计算机编程进行加工的工艺方法,具有高效率、高精度、高自动化等优点,被广泛应用于航空、航天、汽车、IT等众多领域。MasterCAM是一款广泛使用的CAM软件,其中的曲面雕刻功能被广泛应用于各种工业物品的加工中。曲面雕刻是指将一个平面曲面化的加工方法。曲面雕刻工艺生产出的产品形状精确、表面光滑、强度高、重量轻、比例好、造型美,广泛应用于造型艺术、科技领域、新型产品的制造等。MasterCAM作为一款先进的CAM软件,其曲面雕刻功能具有实用性、便捷性、

第4章-铭牌的雕刻加工编程.ppt
第4章铭牌的雕刻加工编程教学目的重点、难点4.1项目1铭牌的文字绘制4.1.2引导问题4.1.3相关知识4.1.4绘制文字的实施4.1.5平移文字的实施2.平移文字4.1.6检查4.2项目2编制雕刻文字的刀具路径4.2.1引导问题4.2.2相关知识4.2.3加工工艺分析4.2.4制定加工工艺计划4.2.5雕刻文字的实施3.确定雕刻加工参数4.粗切/精修参数模拟与验证4.2.6顶平面精加工刀具路径的实施4.2.7检查总结练习4