
线切割加工自动编程完整可编辑版ppt课件.ppt

子璇****君淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

线切割加工自动编程完整可编辑版ppt课件.ppt
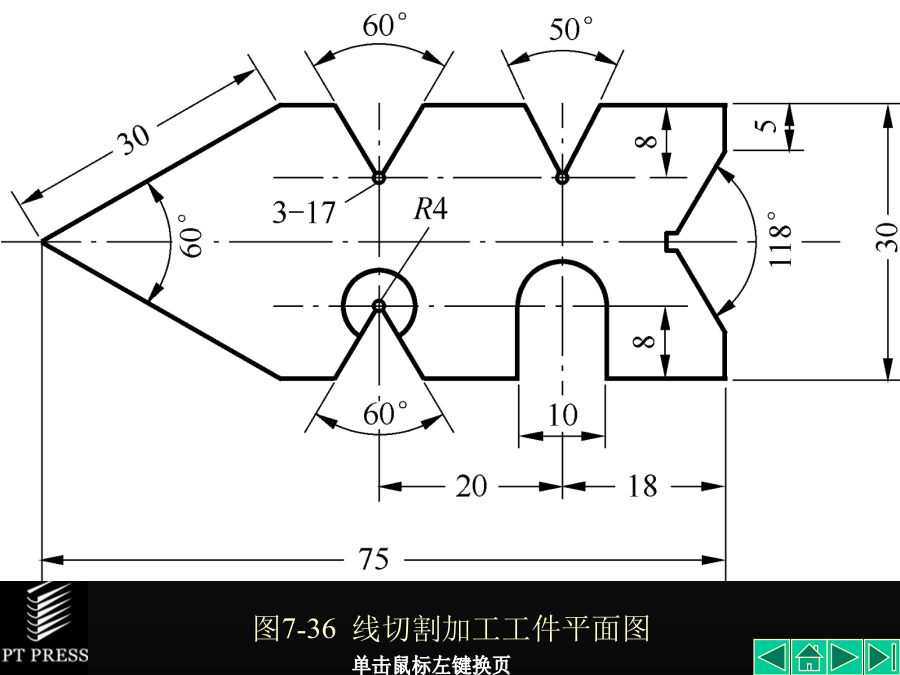
7.3线切割加工自动编程7.3.13B格式线切割加工程序自动编制自动编程实例:利用CAXA软件编制出如图6-26所示多功能角度样板凹模的3B格式线切割加工程序。图7-36线切割加工工件平面图1.加工轨迹的生成(1)利用CAXA软件的CAD功能按1∶1绘制图7-36所示线切割加工工件平面图形。(2)依次单击“线切割”→“轨迹生成”按钮,系统弹出“线切割轨迹生成参数表”对话框。(3)按空格键,在弹出的拾取工具菜单中选择“链拾取”,然后用鼠标单击L1直线,此时沿L1直线方向出现一对反向的绿色箭头。(4)用鼠标单

线切割加工自动编程.ppt
课题21:线切割加工自动编程线切割自动编程概述21.1线切割自动编程概述CAXA线切割支持快走丝线切割机床,可输出3B、4B及ISO格式线切割加工程序。其自动化编程过程一般是:利用CAXA线切割CAD功能绘制加工图形→生成加工轨迹及加工仿真→生成线切割加工程序→将线切割加工程序传输给线切割加工机床。21.2文字的线切割编程与加工21.2文字的线切割编程与加工二、文字轮廓工艺参数的确定3.确定加工电参量4.电极丝的选择高速走丝机床电极丝材料可选择直径为0.14mm的钼丝,低速走丝机床可选择直径为0.25

线切割加工及编程 ppt.pptx
线切割加工及编程图5、1就是电火花加工原理图。由脉冲电源2输出得电压加在液体介质中得工件1和工具电极(亦称电极)4上,自动进给调节装置3(图中仅为该装置得执行部分)使电极和工件间保持一定得放电间隙。当电压升高时,会在某一间隙最小处或绝缘强度最低处击穿介质,产生火花放电,瞬时高温使电极和工件表面都被蚀除(熔化或气化)掉一小块材料,各自形成一个小凹坑。电火花加工实际就是电极和工件间得连续不断得火花放电。由于电极和工件电腐蚀不同程度得损耗,电极不断地向工件进给,工件不断产生电腐蚀,因此可将电极得形状复制在工件上

ProE数控线切割自动编程实例课件.ppt
2010.09实例加工分析5.6.2线切割加工标识外部椭圆轮廓5.6.3线切割加工标识内部双飞燕轮廓实例加工分析线切割加工标识外部椭圆轮廓线切割加工标识外部椭圆轮廓(3)单击放置→单击约束类型→缺省→单击确定如图5.156(4)创建参照模型→同一模型→单击确定如图5.157(5)为观察方便,将参照模型的部分轮廓线隐藏。2)创建工件模型(2)参数设置(3)完成创建3.创建线切割加工序列(外部椭圆轮廓)2)创建参照模型(1)菜单管理器→加工→NC序列→辅助加工→加工、仿形切削、完成序列设置→名称、刀具、参数→
电火花线切割加工编程全套ppt.ppt
第四章电火花线切割加工编程4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.1数控线切割机床编程基础4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程4.23B格式编程一个子程序以M99代码作为结束标志,当执行到M99代码时,程序返回到主程序,并接