
一种连续铣削工件的机床.pdf

曦晨****22


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连续铣削工件的机床.pdf
一种连续铣削工件的机床,其特征在于:操控工作台旋转减速电机,使旋转工作台旋转120°,完成对工件A面的坡口铣削;再次使工作台旋转120°,在第三步中铣好A面的工件转到工位3;再次使工作台旋转120°,完成A、B两面铣削的工件转到工位1;操控装夹油缸,松开装夹杠杆,取出完成好的工件,再放置需要加工的工件于夹具平台上,操控装夹油缸使装夹杠杆压紧工件,完成一个循环。本发明,采用数控伺服控制,能在较短的时间内更改程序即以满足各种产品的加工要求。客户的快速切割、一台机床多种轮型的同时加工、产品可以自动的出入机床无需
一种工件连续打磨机床.pdf
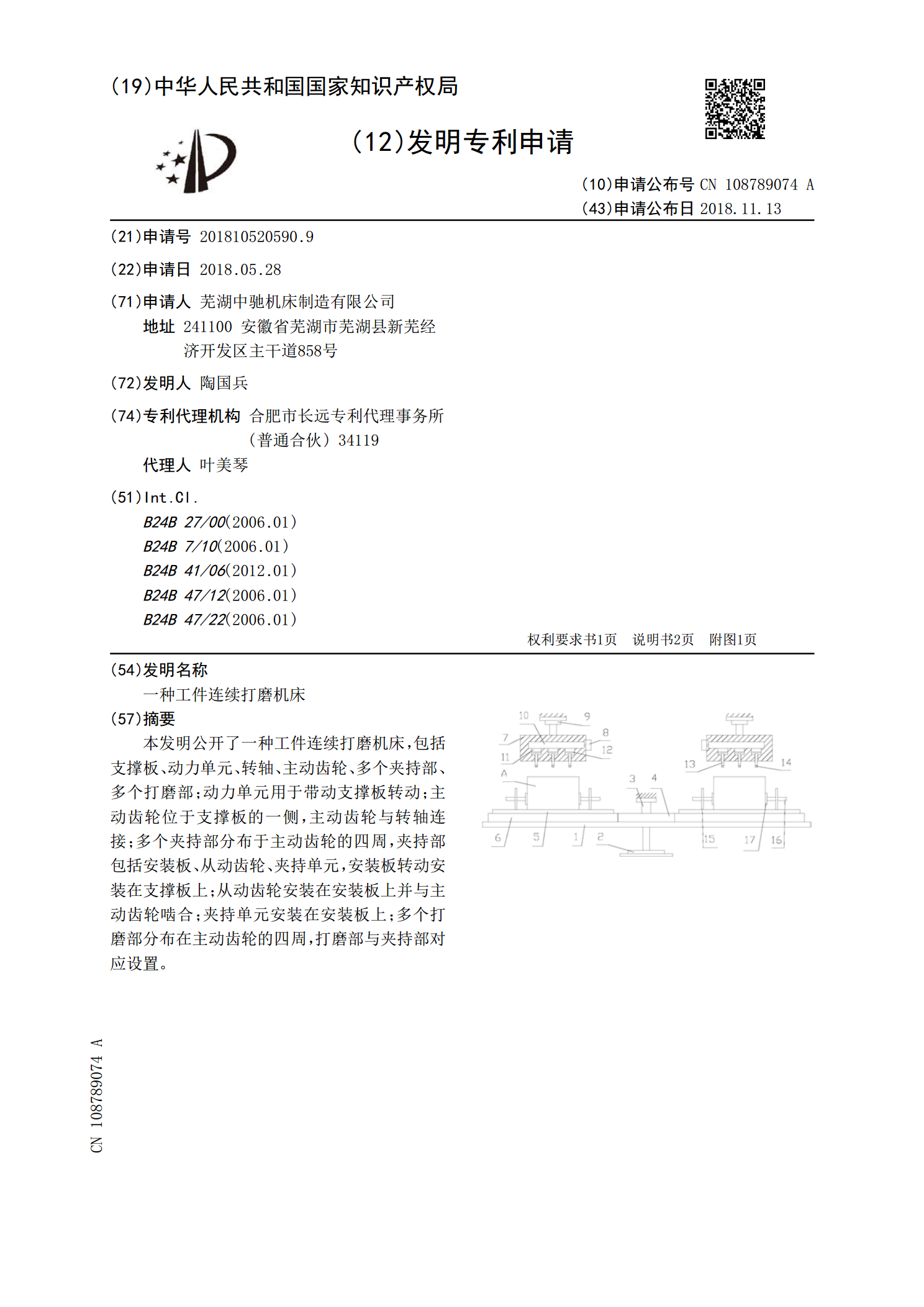
本发明公开了一种工件连续打磨机床,包括支撑板、动力单元、转轴、主动齿轮、多个夹持部、多个打磨部;动力单元用于带动支撑板转动;主动齿轮位于支撑板的一侧,主动齿轮与转轴连接;多个夹持部分布于主动齿轮的四周,夹持部包括安装板、从动齿轮、夹持单元,安装板转动安装在支撑板上;从动齿轮安装在安装板上并与主动齿轮啮合;夹持单元安装在安装板上;多个打磨部分布在主动齿轮的四周,打磨部与夹持部对应设置。
一种大型齿轮铣削机床.pdf
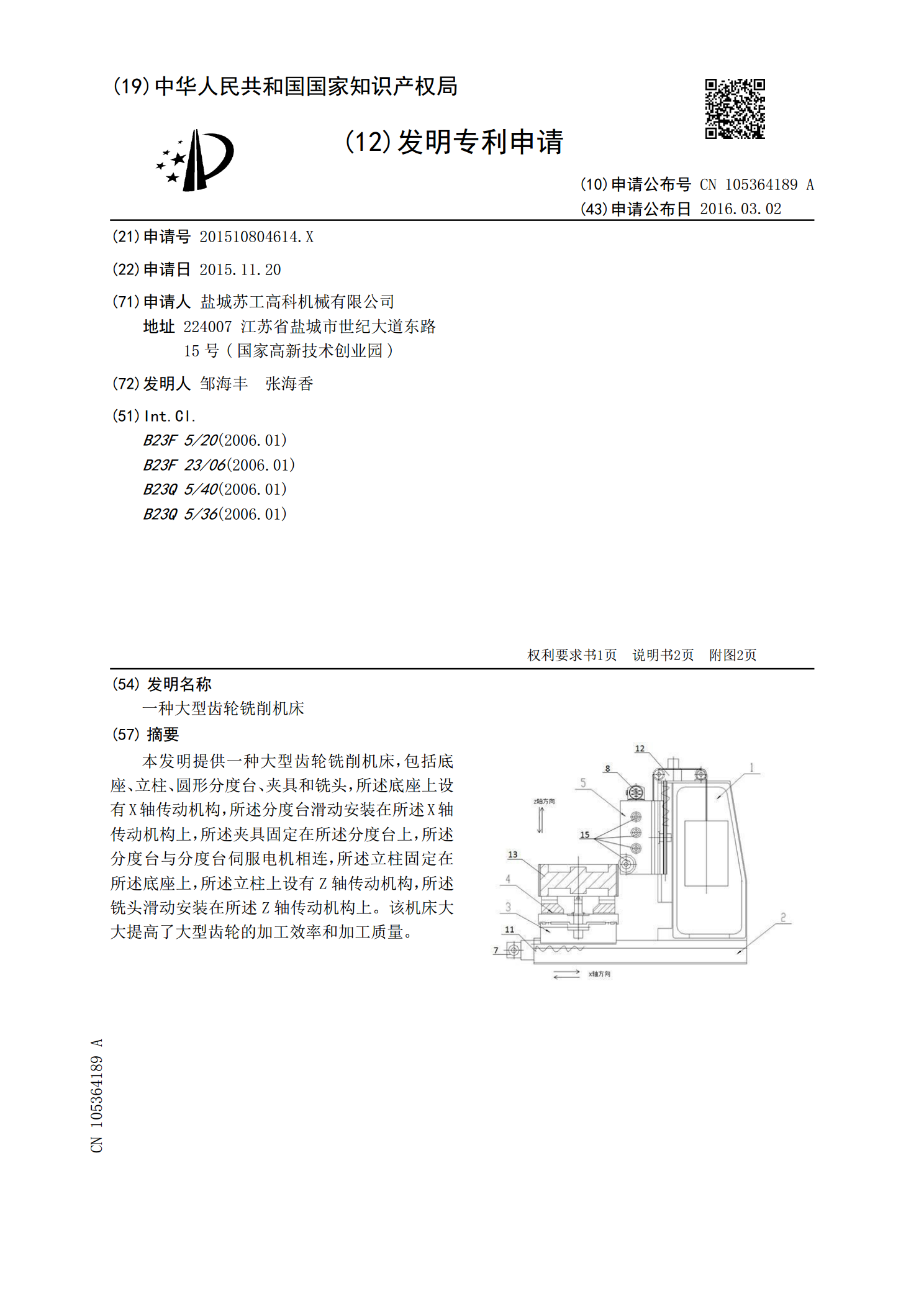
本发明提供一种大型齿轮铣削机床,包括底座、立柱、圆形分度台、夹具和铣头,所述底座上设有X轴传动机构,所述分度台滑动安装在所述X轴传动机构上,所述夹具固定在所述分度台上,所述分度台与分度台伺服电机相连,所述立柱固定在所述底座上,所述立柱上设有Z轴传动机构,所述铣头滑动安装在所述Z轴传动机构上。该机床大大提高了大型齿轮的加工效率和加工质量。

一种机床工件夹具.pdf
本发明提出了一种机床工件夹具,包括:底座、两个夹具组件、调节件、驱动装置、第一齿轮和第二齿轮;夹具组件包括移动座和夹紧座,移动座可滑动地安装在底座上,夹紧座安装在移动座上,两个夹紧座相对设置,且两个夹紧座之间形成用于夹持固定工件的夹持口;调节件包括位于两端的螺纹部和位于中部的安装部,调节件两端的螺纹部旋向相反,并通过螺纹方式分别安装在两个移动座内;驱动装置通过支架安装在底座上,第一齿轮套接在驱动装置输出轴上,第二齿轮套接在调节件的安装部上,第二齿轮与第一齿轮之间相互啮合。本发明提出的机床工件夹具,结构简单
一种连续墙铣削机.pdf
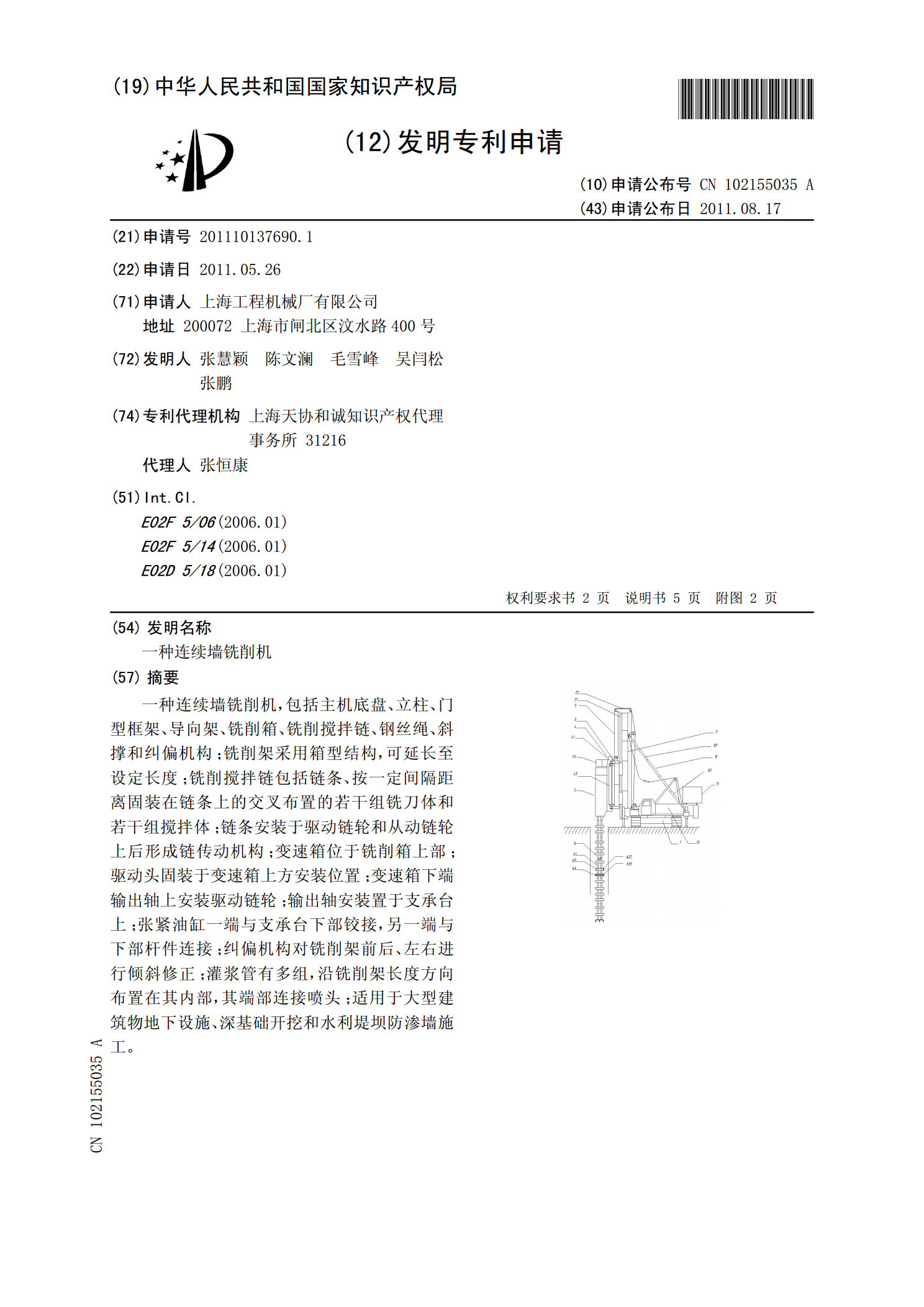
一种连续墙铣削机,包括主机底盘、立柱、门型框架、导向架、铣削箱、铣削搅拌链、钢丝绳、斜撑和纠偏机构;铣削架采用箱型结构,可延长至设定长度;铣削搅拌链包括链条、按一定间隔距离固装在链条上的交叉布置的若干组铣刀体和若干组搅拌体;链条安装于驱动链轮和从动链轮上后形成链传动机构;变速箱位于铣削箱上部;驱动头固装于变速箱上方安装位置;变速箱下端输出轴上安装驱动链轮;输出轴安装置于支承台上;张紧油缸一端与支承台下部铰接,另一端与下部杆件连接;纠偏机构对铣削架前后、左右进行倾斜修正;灌浆管有多组,沿铣削架长度方向布置在