
水泵叶轮用不锈钢材料及其制备方法.pdf

白凡****12


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水泵叶轮用不锈钢材料及其制备方法.pdf
本发明公开了一种水泵叶轮用不锈钢材料及其制备方法,其中含有下列重量百分比的元素成分:C0.03-0.05、Si3.2-3.4、Mn1.2-1.3、Ni6.3-6.5、Cr15-15.6、W3.2-3.4、Mo2.1-2.3、Bi0.2-0.3、Nd0.6-0.7、Mg2.3-2.6、V0.9-1.1、Nb1.2-1.4、S、P小于0.03、余量为铁。本发明铸造不锈钢组织精细,具有较高的屈服强度和韧性,耐酸碱腐蚀、特别在含氯离子介质和海水腐蚀环境中具有更良好的抗应力腐蚀开裂,抗缝隙腐蚀,抗腐蚀磨损,抗空泡腐

水泵叶轮及其制备方法.pdf
本发明公开了一种水泵叶轮及时制备方法,解决了现有单体式的水泵叶轮加工不便,相对较重,造价高的问题,所采取的技术方案:通过对不锈钢片材进行冲压加工而形成盖板和叶片,两盖板同轴连接固定在一起,盖板在冲压成型过程中形成向着一侧的拱起,而使得两盖板贴合固定在一起后,会在本体的周缘处形成尖缘。所加工形成的叶片上形成插口,本体的尖缘处沿周向均布有若干叶片,尖缘插接在插口内,叶片自两盖板周缘处对两盖板进行轴向固定,使得这种分体式的叶轮自身内部的联接牢固性好,重量轻,从而能够有效节省工作能耗,制作方便,造价低。

水泵叶轮用耐空泡腐蚀不锈钢合金材料及其制造方法.pdf
一种水泵叶轮用耐空泡腐蚀不锈钢合金材料及其制造方法,其中含有下列重量百分比的元素成分:Cr20-21、Ni1.5-1.8、Mn3.5-3.9、Mo4.3-4.5、Si2.2-2.5、C0.01-0.020、Sc2.3-2.5、In1.2-1.4、As0.3-0.5、Sb3.1-3.4、Bi1.6-1.8、Tb0.3-0.4、Al0.7-0.9、S、P小于0.03、余量为铁。本发明不锈钢强度高、韧性好、耐腐蚀磨损性优,尤其在强碱、氯碱、氧化性酸、磷酸盐等溶液中的抗应力腐蚀开裂性、耐全面腐蚀性、耐晶间腐蚀性以
一种水泵叶轮及其制备方法.pdf
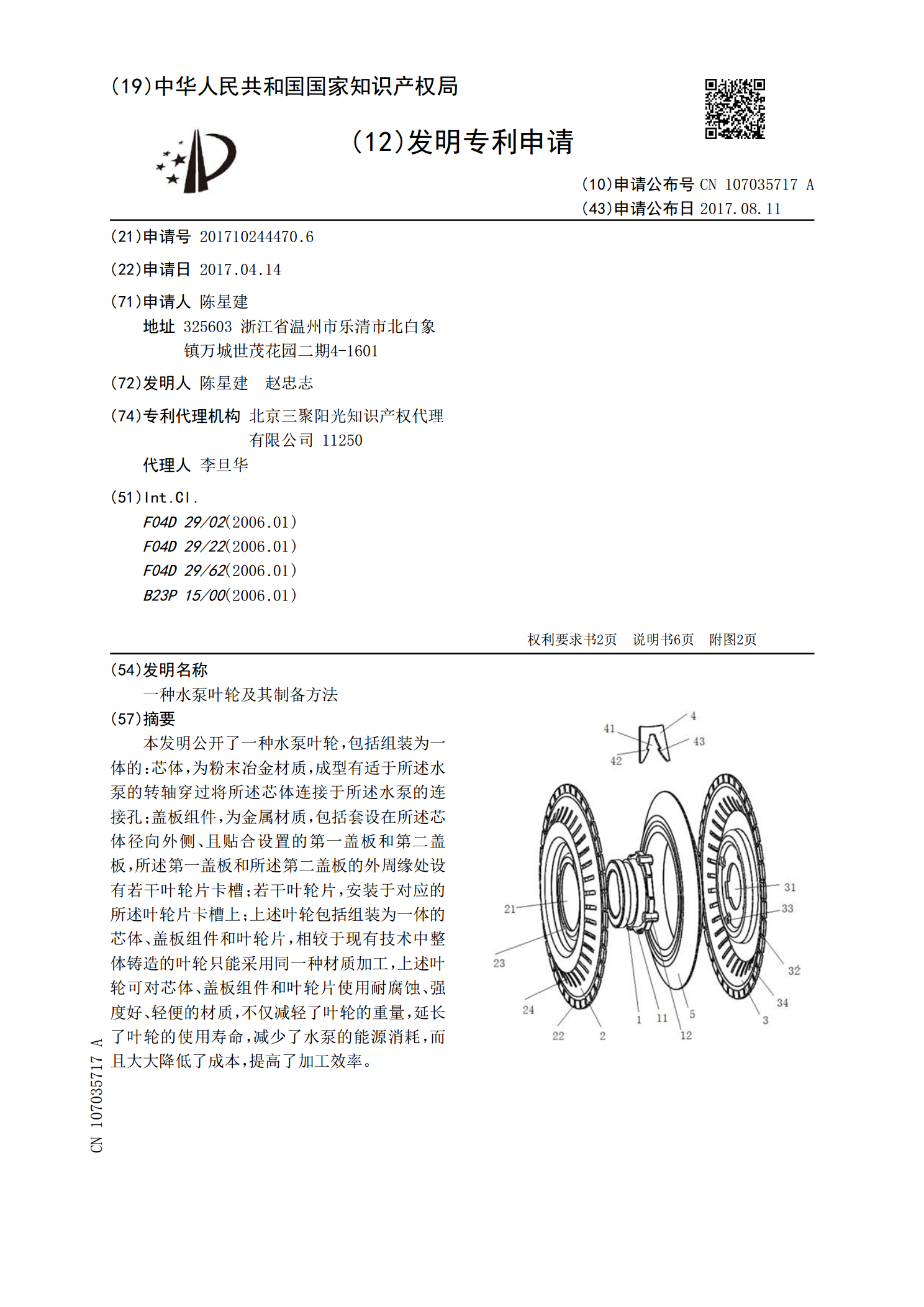
本发明公开了一种水泵叶轮,包括组装为一体的:芯体,为粉末冶金材质,成型有适于所述水泵的转轴穿过将所述芯体连接于所述水泵的连接孔;盖板组件,为金属材质,包括套设在所述芯体径向外侧、且贴合设置的第一盖板和第二盖板,所述第一盖板和所述第二盖板的外周缘处设有若干叶轮片卡槽;若干叶轮片,安装于对应的所述叶轮片卡槽上;上述叶轮包括组装为一体的芯体、盖板组件和叶轮片,相较于现有技术中整体铸造的叶轮只能采用同一种材质加工,上述叶轮可对芯体、盖板组件和叶轮片使用耐腐蚀、强度好、轻便的材质,不仅减轻了叶轮的重量,延长了叶轮的

一种叶轮用耐磨材料及其制备方法.pdf
本发明公开了一种叶轮用耐磨材料及其制备方法,其技术方案要点是一种叶轮用耐磨材料,以重量份数计,包括如下组分:热塑性聚氨酯弹性体TPU60‑70份、热塑性聚酯弹性体TPEE30‑40份、改性芳纶纤维10‑15份、填料5‑10份、润滑剂0.3‑0.5份以及0.5‑1份抗氧剂。本发明通过TPU、TPEE以及改性芳纶纤维为主要材料制备的制品具有优异的耐磨性以及耐油性,并且TPEE优异的耐疲劳性能,滞后损失少,生热形变小,适用于燃烧油和机械油的环境下使用。