
薄型扭曲叶片压叶轮浇铸装置.pdf

书生****文章


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄型扭曲叶片压叶轮浇铸装置.pdf
本发明属于精密铸造技术领域,涉及一种在压叶轮浇铸过程中使用的设备,具体地说是一种薄型扭曲叶片压叶轮浇铸装置,包括坩埚及封盖于坩埚上端开口处的坩埚盖板,所述坩埚盖板上均布开设四个升液管孔,升液管穿过升液管孔伸入坩埚内腔底部,且所述升液管上端的凸起台阶支撑于坩埚盖板上表面;坩埚上盖板贴合设置于所述坩埚盖板上端面,将升液管压紧固定;所述升液管的上口设置有密封垫,并在密封垫上放置耐高温滤网,带有手柄的石膏模壳保户座放置于耐高温滤网上,石膏模壳贴合设置于石膏模壳保户座内,冷却盖板盖装于所述石膏模壳上端口,所述冷却盖

单叶轮轴流通风机的叶片扭曲规律研究及薄叶型设计.docx
单叶轮轴流通风机的叶片扭曲规律研究及薄叶型设计摘要:单叶轮轴流通风机是一种高效、经济的空气流动装置,在工业生产和民用场所得到广泛应用。本文通过对单叶轮轴流通风机叶轮叶片的扭曲规律研究以及薄叶型设计展开阐述,探讨如何提高单叶轮轴流通风机的性能参数。首先,本文介绍了单叶轮轴流通风机的基本构成和工作原理,其次,基于气动力学和结构力学的基本理论,对单叶轮轴流通风机的叶片扭曲规律进行了探讨,发现改变叶片扭曲角度能提高风机的风量和风压。最后,本文通过薄叶型设计的方法进行叶片的优化,得到了一种更为合理、高效的叶片结构,

整体式叶轮三维扭曲叶片叶型测量装置.pdf
本发明公开了一种整体式叶轮三维扭曲叶片叶型测量装置,包括定位轴,前定位侧板、后定位侧板,定位轴与叶轮中心孔相适配,前定位侧板与后定位侧板中心设有与中心轴配合的通孔,前定位侧板与后定位侧板从两端夹持住叶轮,前定位侧板和后定位侧板上均设有导槽,导槽之间穿插有叶片型线样板,叶片型线样板贴合于叶片型线。检测时把叶片型线样板分别从两边插入定位侧板的导槽内,并尽量与叶片型线接触,可以检测叶型吻合度、叶片厚度、叶片叶型角、叶片进气端相对位置、出气端相对位置、叶片流道长度偏差等参数,检测精度高,效率高,节约人力及设备成本

具有切入式强制预紧石膏模浇铸防裂保护套的压叶轮浇铸装置.pdf
本发明涉及具有切入式强制预紧石膏模浇铸防裂保护套的压叶轮浇铸装置,包括压桥、气压软管、气压头、冷却压板、保护套、石膏模壳、髙温滤网、防溢密封垫、升液管、压紧盖板、坩埚盖板、坩埚和升液控制管;其特征在于:所述保护套内腔是具有两段内锥面的漏斗形,在大端段的内锥面上设有至少一条预紧环;所述石膏模壳装在保护套的内腔内,在冷却压板的压力作用下,保护套内锥面上的预紧环切入石膏模壳的外壁内。本发明结构设计合理,能起到了预紧防石膏模壳开裂的作用,有效地防止了浇铸时出现石膏模壳裂开、产品报废的问题,更为安全可靠,保证了产品
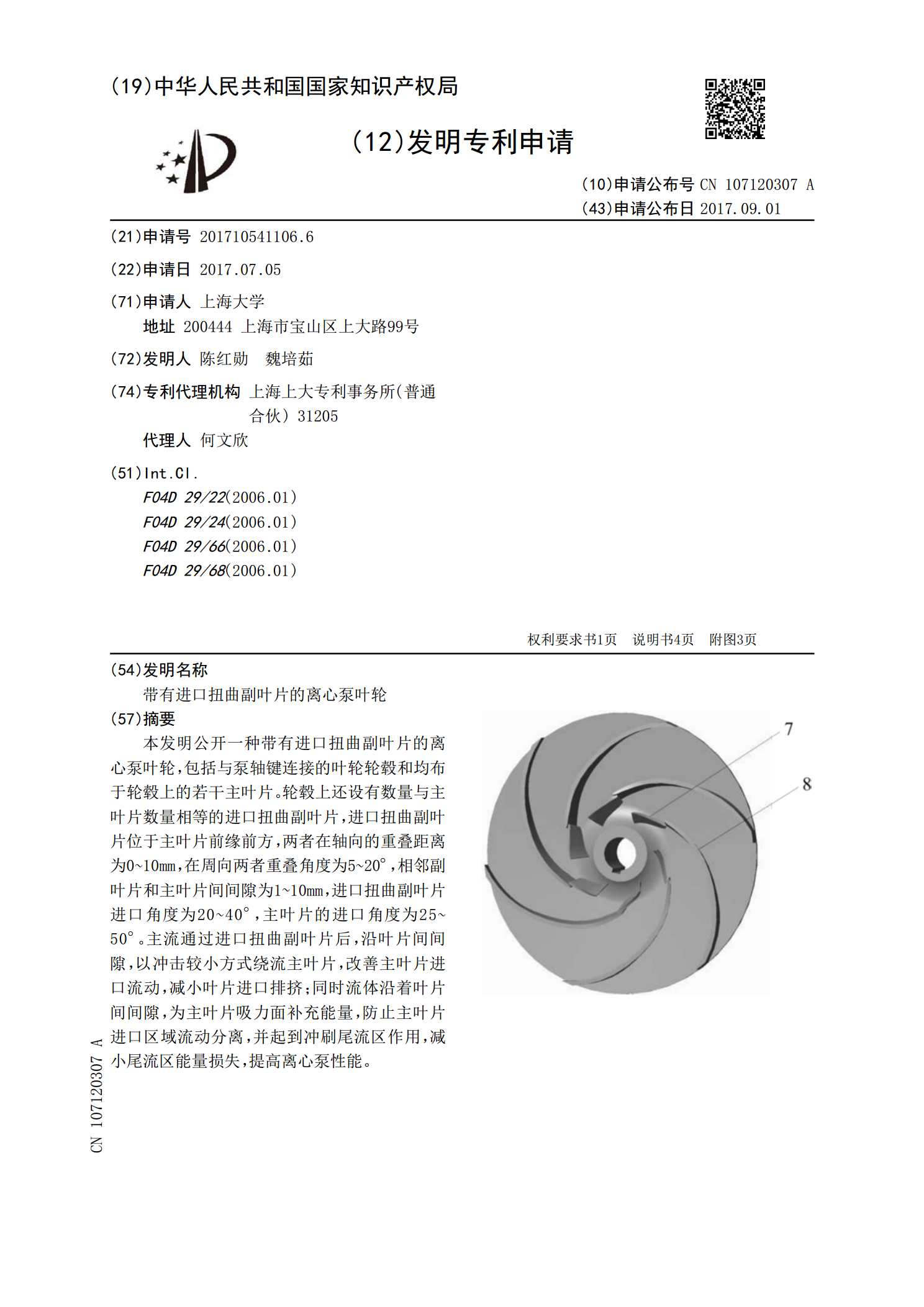
带有进口扭曲副叶片的离心泵叶轮.pdf
本发明公开一种带有进口扭曲副叶片的离心泵叶轮,包括与泵轴键连接的叶轮轮毂和均布于轮毂上的若干主叶片。轮毂上还设有数量与主叶片数量相等的进口扭曲副叶片,进口扭曲副叶片位于主叶片前缘前方,两者在轴向的重叠距离为0~10mm,在周向两者重叠角度为5~20°,相邻副叶片和主叶片间间隙为1~10mm,进口扭曲副叶片进口角度为20~40°,主叶片的进口角度为25~50°。主流通过进口扭曲副叶片后,沿叶片间间隙,以冲击较小方式绕流主叶片,改善主叶片进口流动,减小叶片进口排挤;同时流体沿着叶片间间隙,为主叶片吸力面补充能