
无心磨床的二维砂轮修整器及加工方法.pdf

一只****生物


1/9

2/9

3/9
4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
无心磨床的二维砂轮修整器及加工方法.pdf
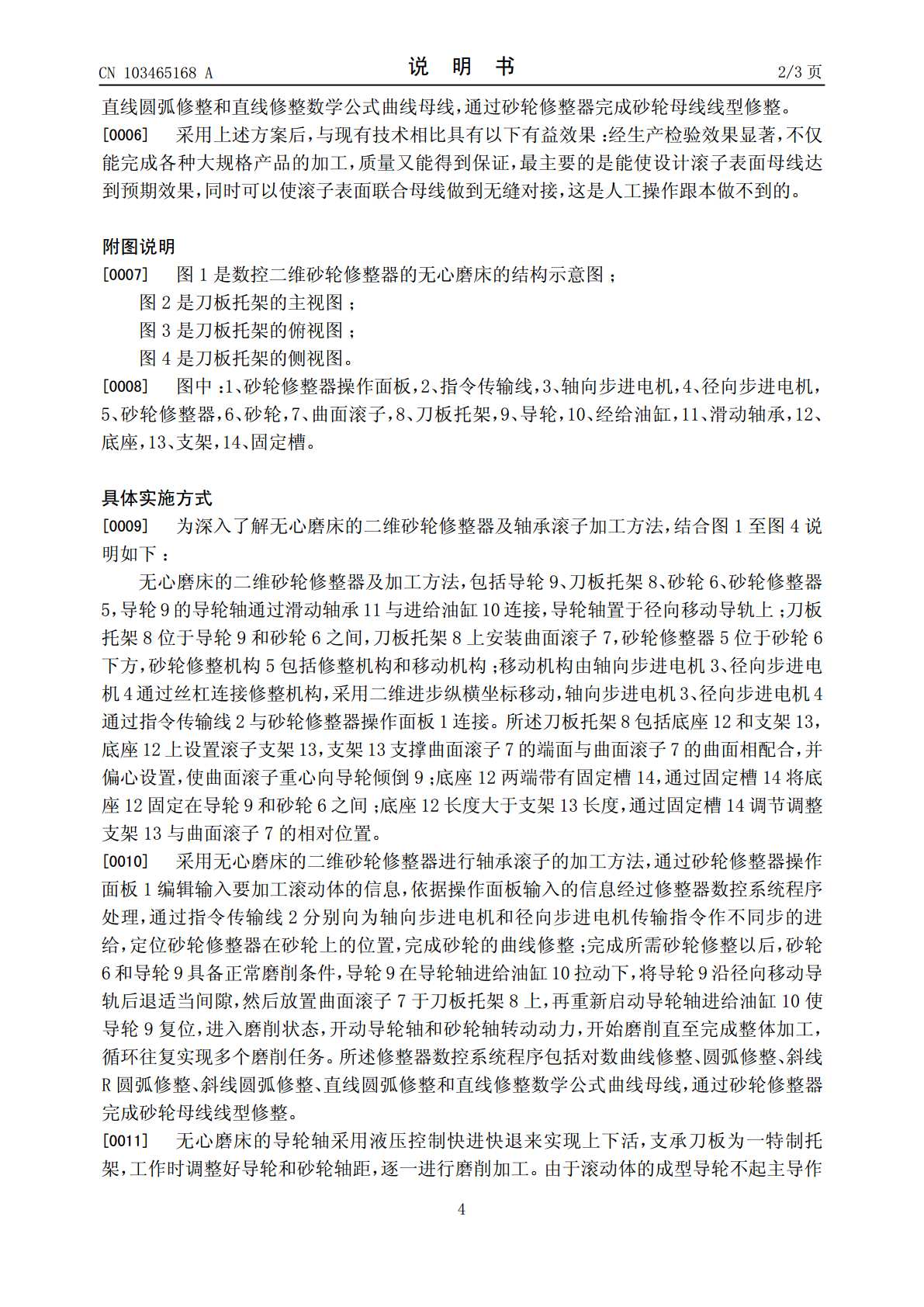
无心磨床的二维砂轮修整器及加工方法,其属于轴承加工设备领域。导轮的导轮轴通过滑动轴承与进给油缸连接,导轮轴置于径向移动导轨上;刀板托架位于导轮9和砂轮之间,刀板托架上安装曲面滚子,砂轮修整器位于砂轮下方,砂轮修整机构包括修整机构和移动机构;移动机构由轴向步进电机、径向步进电机通过丝杠连接修整机构,采用二维进步纵横坐标移动,轴向步进电机、径向步进电机通过指令传输线与砂轮修整器操作面板连接。经生产检验效果显著,不仅能完成各种大规格产品的加工,质量又能得到保证,最主要的是能使设计滚子表面母线达到预期效果,同时可
磨床砂轮修整器.pdf
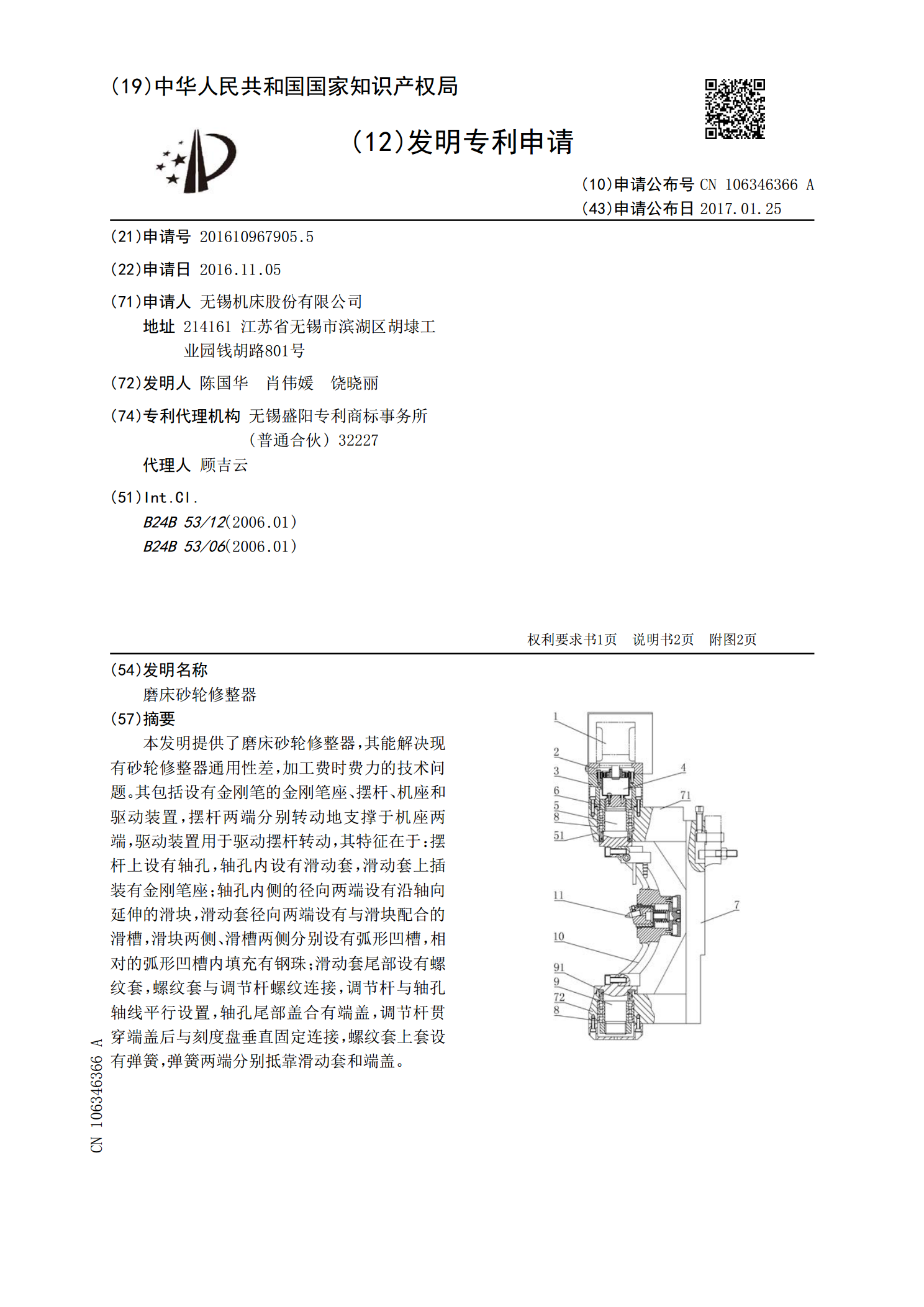
本发明提供了磨床砂轮修整器,其能解决现有砂轮修整器通用性差,加工费时费力的技术问题。其包括设有金刚笔的金刚笔座、摆杆、机座和驱动装置,摆杆两端分别转动地支撑于机座两端,驱动装置用于驱动摆杆转动,其特征在于:摆杆上设有轴孔,轴孔内设有滑动套,滑动套上插装有金刚笔座;轴孔内侧的径向两端设有沿轴向延伸的滑块,滑动套径向两端设有与滑块配合的滑槽,滑块两侧、滑槽两侧分别设有弧形凹槽,相对的弧形凹槽内填充有钢珠;滑动套尾部设有螺纹套,螺纹套与调节杆螺纹连接,调节杆与轴孔轴线平行设置,轴孔尾部盖合有端盖,调节杆贯穿端盖

磨床的砂轮修整器.pdf
本发明提供了磨床的砂轮修整器。其调节时直线度、灵敏度得到保证,进而保证砂轮形状、工件形状。其技术方案是这样的:其包括金刚笔、W轴驱动轴,所述金刚笔连接所述W轴驱动轴,其特征在于:其还包括U轴驱动轴,所述W轴驱动轴支承于所述U轴驱动轴所驱动的拖板,所述U轴驱动轴的驱动方向平行于磨床的Z轴进给机构的进给方向,所述U轴驱动轴通过修整器底座固定在所述磨床的床身上。?
一种气门杆部数控无心磨床的砂轮修整器.pdf
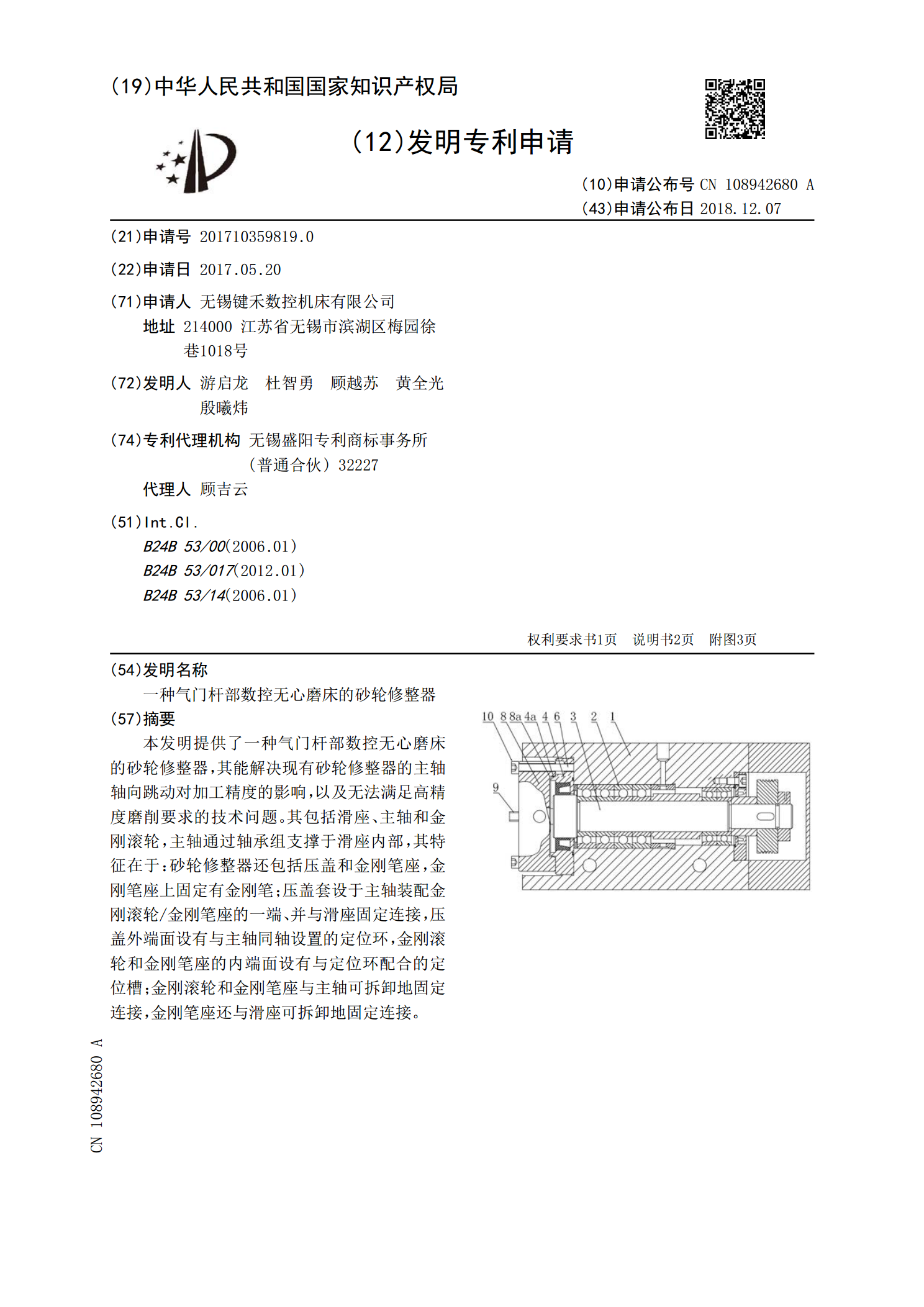
本发明提供了一种气门杆部数控无心磨床的砂轮修整器,其能解决现有砂轮修整器的主轴轴向跳动对加工精度的影响,以及无法满足高精度磨削要求的技术问题。其包括滑座、主轴和金刚滚轮,主轴通过轴承组支撑于滑座内部,其特征在于:砂轮修整器还包括压盖和金刚笔座,金刚笔座上固定有金刚笔;压盖套设于主轴装配金刚滚轮/金刚笔座的一端、并与滑座固定连接,压盖外端面设有与主轴同轴设置的定位环,金刚滚轮和金刚笔座的内端面设有与定位环配合的定位槽;金刚滚轮和金刚笔座与主轴可拆卸地固定连接,金刚笔座还与滑座可拆卸地固定连接。
数控磨床砂轮修整器.pdf
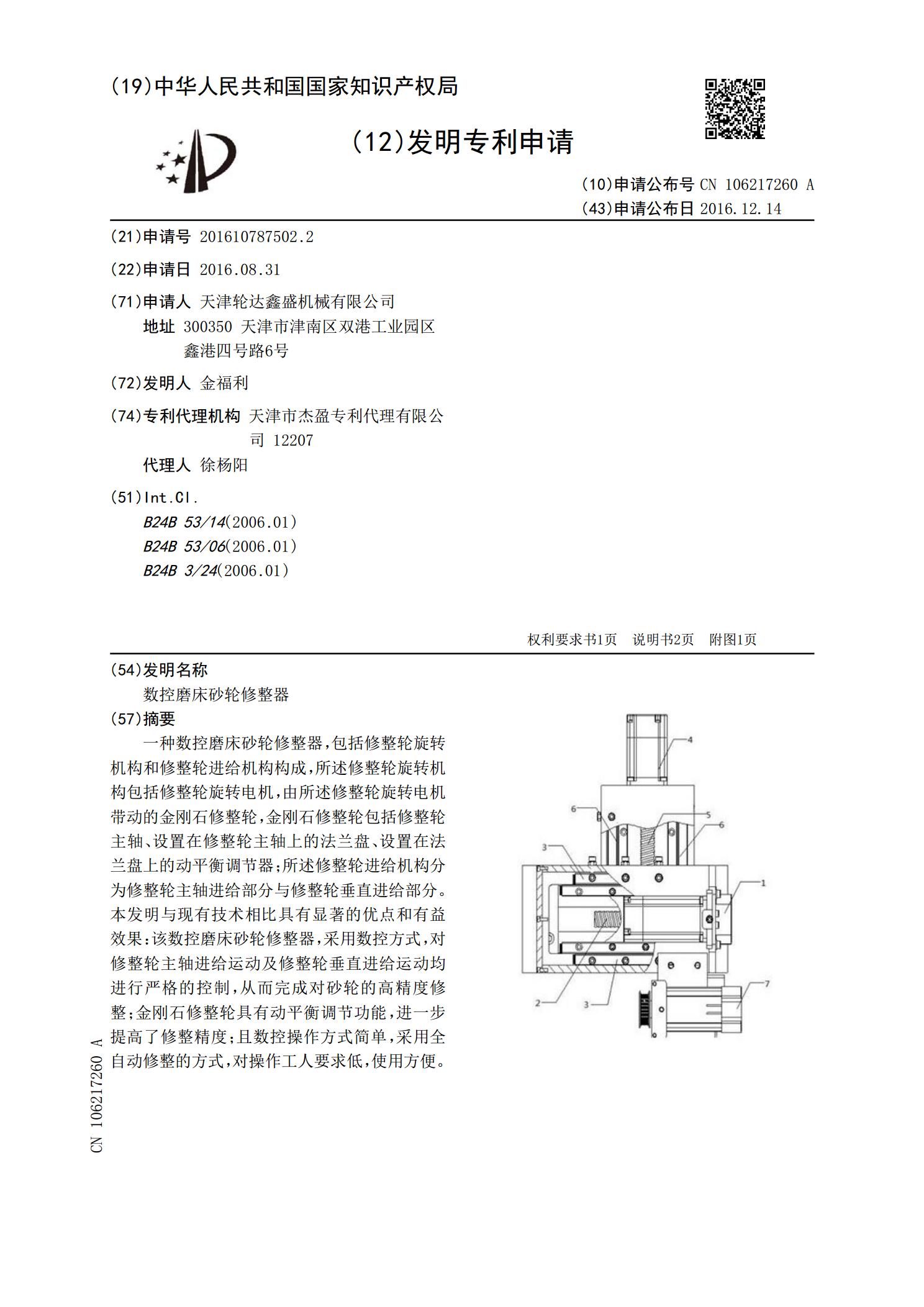
一种数控磨床砂轮修整器,包括修整轮旋转机构和修整轮进给机构构成,所述修整轮旋转机构包括修整轮旋转电机,由所述修整轮旋转电机带动的金刚石修整轮,金刚石修整轮包括修整轮主轴、设置在修整轮主轴上的法兰盘、设置在法兰盘上的动平衡调节器;所述修整轮进给机构分为修整轮主轴进给部分与修整轮垂直进给部分。本发明与现有技术相比具有显著的优点和有益效果:该数控磨床砂轮修整器,采用数控方式,对修整轮主轴进给运动及修整轮垂直进给运动均进行严格的控制,从而完成对砂轮的高精度修整;金刚石修整轮具有动平衡调节功能,进一步提高了修整精度