
纱线染色卷装络筒装置.pdf

一条****ee


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

纱线染色卷装络筒装置.pdf
一种纱线染色专用筒子卷装络筒装置,它适用于染色用长丝纱线卷装络筒。本发明通过改进逐级精密卷绕方式,设计一种结构较简单的专用纱线卷装络筒装置,可满足一些特定纱线,例如细旦纤维素长丝纱线筒子染色的特殊要求。本发明络筒装置由卷取筒子、退卷筒子、卷绕导辊、往复成形杆和导纱器、成形导轮、二只驱动电机和成形杆横动变速控制系统组成。本发明成形杆横动变速由预设程序定时控制成形导轮转速完成,该控制系统结构较简单,由于成形杆上可安装多个导纱器,因而利用一个成形导轮可实现整机多锭同步控制,有效降低了整机制造成本。
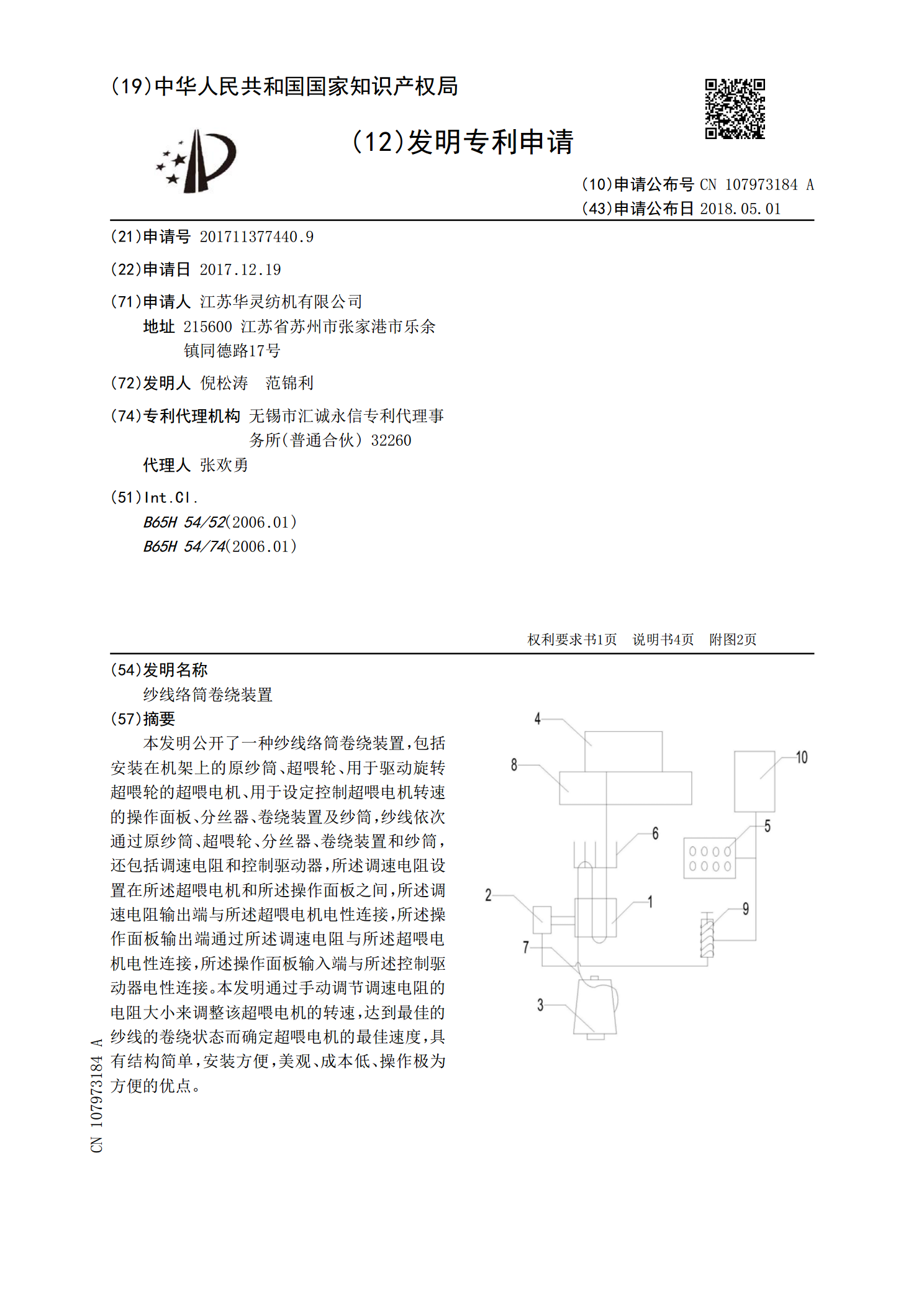
纱线络筒卷绕装置.pdf
本发明公开了一种纱线络筒卷绕装置,包括安装在机架上的原纱筒、超喂轮、用于驱动旋转超喂轮的超喂电机、用于设定控制超喂电机转速的操作面板、分丝器、卷绕装置及纱筒,纱线依次通过原纱筒、超喂轮、分丝器、卷绕装置和纱筒,还包括调速电阻和控制驱动器,所述调速电阻设置在所述超喂电机和所述操作面板之间,所述调速电阻输出端与所述超喂电机电性连接,所述操作面板输出端通过所述调速电阻与所述超喂电机电性连接,所述操作面板输入端与所述控制驱动器电性连接。本发明通过手动调节调速电阻的电阻大小来调整该超喂电机的转速,达到最佳的纱线的卷

络筒纱线无线头接线装置.pdf
本发明公开了一种络筒纱线无线头接线装置,包括滑轨、移动架、捻接器和储水容器;所述移动架滑移配合于滑轨上,所述捻接器和储水容器均安装于移动架,并且储水容器与捻接器的水箱连接,所述移动架包括支架和滑动件,所述滑动件安装于支架的顶部,并且与滑轨连接,所述滑动件包括滑板和安装于滑板侧壁上的滚轮,所述捻接器为空气式捻接器。实现对断纱头的无线头连接,提高了纱线的美观性。

滚筒带有单向轴承的纱线络筒装置.pdf
一种滚筒带有单向轴承的纱线络筒装置,它包括滚筒和卷取筒,上述滚筒由滚筒电机驱动,滚筒带动卷取筒旋转,其特征在于在滚筒转动轴的另一端上有单向轴承,滚筒传动轮设置在单向轴承上,卷取筒的附近还有一个槽筒,槽筒转动轴上有槽筒传动轮,滚筒传动轮和槽筒传动轮之间有传动带。上述装置分别由滚筒带动卷取筒卷取纱线,槽筒起到导纱的作用,同时单向轴承起到消除纱线花纹重叠的作用。因此,本发明具有结构简单、工作稳定、防重叠效果好、可高速运行的特点。
一种纱线络筒的张力控制装置.pdf
本发明公开了一种纱线络筒的张力控制装置,属于纺纱张力控制技术领域。它包括固定设置的固定架以及对称安装在固定架上的支撑架,所述的支撑架之间设置有上调节辊和下调节辊,所述的下调节辊以及上调节辊两端的转轴上分别对称安装有上移动块和下移动块,上移动块以及下移动块分别与所述的支撑架滑动连接,所述的固定架上转动安装有调节螺杆,调节螺杆贯穿所述的上移动块以及下移动块。本发明中纱线络筒的张力控制装置,使用时通过粗调以及微调调整纱线张力,避免了纱线断裂的问题发生,大大提高了装置的实用性。