
齿条和齿条齿成形模具.pdf

是雁****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿条和齿条齿成形模具.pdf
一种齿条包括:轴部、设置于轴部上的齿条齿部、以及假齿部。齿条齿部包括:多个在轴部的轴向上并排设置的齿条齿,每个齿条齿都包括:相对于轴向倾斜布置的接触面,以与小齿轮接触。假齿部包括:至少一个假齿,该假齿在轴向上设置于齿条齿部的至少一侧上,使得假齿平行并且邻接于齿条齿布置。假齿被设计成使得所述假齿的整体高度小于每个所述齿条齿的整体高度。
高精度的齿轮和齿条铣齿机.pdf
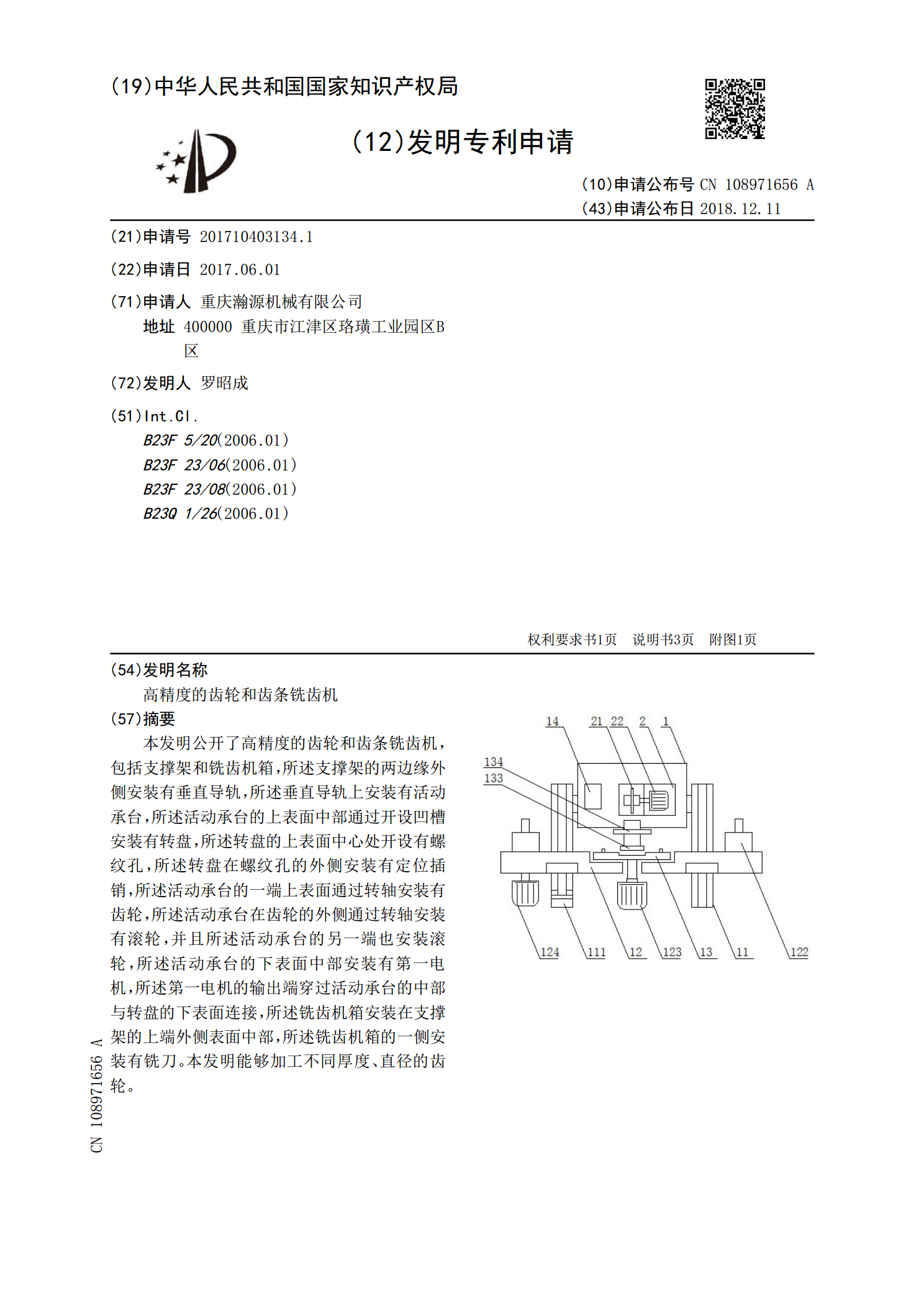
本发明公开了高精度的齿轮和齿条铣齿机,包括支撑架和铣齿机箱,所述支撑架的两边缘外侧安装有垂直导轨,所述垂直导轨上安装有活动承台,所述活动承台的上表面中部通过开设凹槽安装有转盘,所述转盘的上表面中心处开设有螺纹孔,所述转盘在螺纹孔的外侧安装有定位插销,所述活动承台的一端上表面通过转轴安装有齿轮,所述活动承台在齿轮的外侧通过转轴安装有滚轮,并且所述活动承台的另一端也安装滚轮,所述活动承台的下表面中部安装有第一电机,所述第一电机的输出端穿过活动承台的中部与转盘的下表面连接,所述铣齿机箱安装在支撑架的上端外侧表面

齿条制齿加工工艺的分析和研究.docx
齿条制齿加工工艺的分析和研究标题:齿条制齿加工工艺的分析和研究摘要:本文主要分析和研究齿条制齿加工工艺,以进一步提高齿条加工的精度和效率。通过分析齿条加工的原理和工艺特点,结合实际案例,提出了一种优化的齿条制齿加工工艺,并对其进行了试验验证。研究结果表明,采用优化的工艺可以大幅度提高齿条加工的加工精度和效率,对于齿条加工行业具有重要的指导意义。关键词:齿条制齿加工、工艺分析、精度、效率1.引言齿条制齿加工是一种常见的机械制造工艺,广泛应用于各类机械设备中。齿条加工的质量直接影响到机械设备的性能和使用寿命。

数控齿条成形磨齿机中在线修整装置的研究.docx
数控齿条成形磨齿机中在线修整装置的研究数控齿条成形磨齿机是一种专业用于制造齿轮和齿条的设备,广泛应用于机械制造、航空航天、汽车工程等领域。在线修整装置是该机器的关键部件之一,它的作用是在成形磨齿过程中实时调整工具位置和姿态,以确保齿轮和齿条的精度和质量。本文将针对数控齿条成形磨齿机中的在线修整装置的研究进行讨论。首先,介绍数控齿条成形磨齿机的基本原理。数控齿条成形磨齿机是一种集成了数控技术、机械加工和磨削技术的现代化设备。它通过控制磨削刀具的运动和力的大小来实现对齿轮和齿条加工过程的精确控制。在成形磨齿过

一种新型的齿轮齿条同步闭塞成形模具.pdf
一种新型的齿轮齿条同步闭塞成形模具,它涉及冷挤压成形模具技术领域。上模缓冲油缸(5)设置在上模座(6)上,下模座(1)与上模座(6)的中部分别设置有下模芯轴(7)和上模芯轴(8),下模芯轴(7)和上模芯轴(8)上均设置有防滑垫(13),下模座(1)的一侧设置有固定齿条(9)和活动齿条(10),固定齿条(9)与活动齿条(10)之间设置有齿轮(11),活动齿条(10)的上端设置有定位器(12)。它结构简单,操作方便,在闭塞复动成形过程中,可以保持圆弧始终不变,具有较高的成形精度,成形零件无废边,解决了复杂形状