
管件端部变坡法兰定位装置.pdf

雨巷****莺莺


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管件端部变坡法兰定位装置.pdf
管件端部变坡法兰定位装置。属机械加工设备。包括法兰,待加工管件,其特征是还包括变坡定位机构,承载待加工管件的承载架组,承载架上的液压升降装置及承载辊轮组;所述变坡定位机构包括有:与需要变坡的法兰相联结的联结座,与联结座的垂直联结面平行的垂向转轴,联结座固定于垂向转轴外周,垂向转轴下端轴接有蜗杆,配合蜗杆的蜗轮,垂向转轴上端水平配置有量角器,配合量角器读数需要在垂向转轴上端轴中心水平配置有标尺,标尺的末端固定于变坡定位机构上端。经试用,与现有技术相比显示了:尺寸精度高,生产效率高,批量生产时产品质量稳定;能
一种管件端部法兰智能焊接装置及方法.pdf
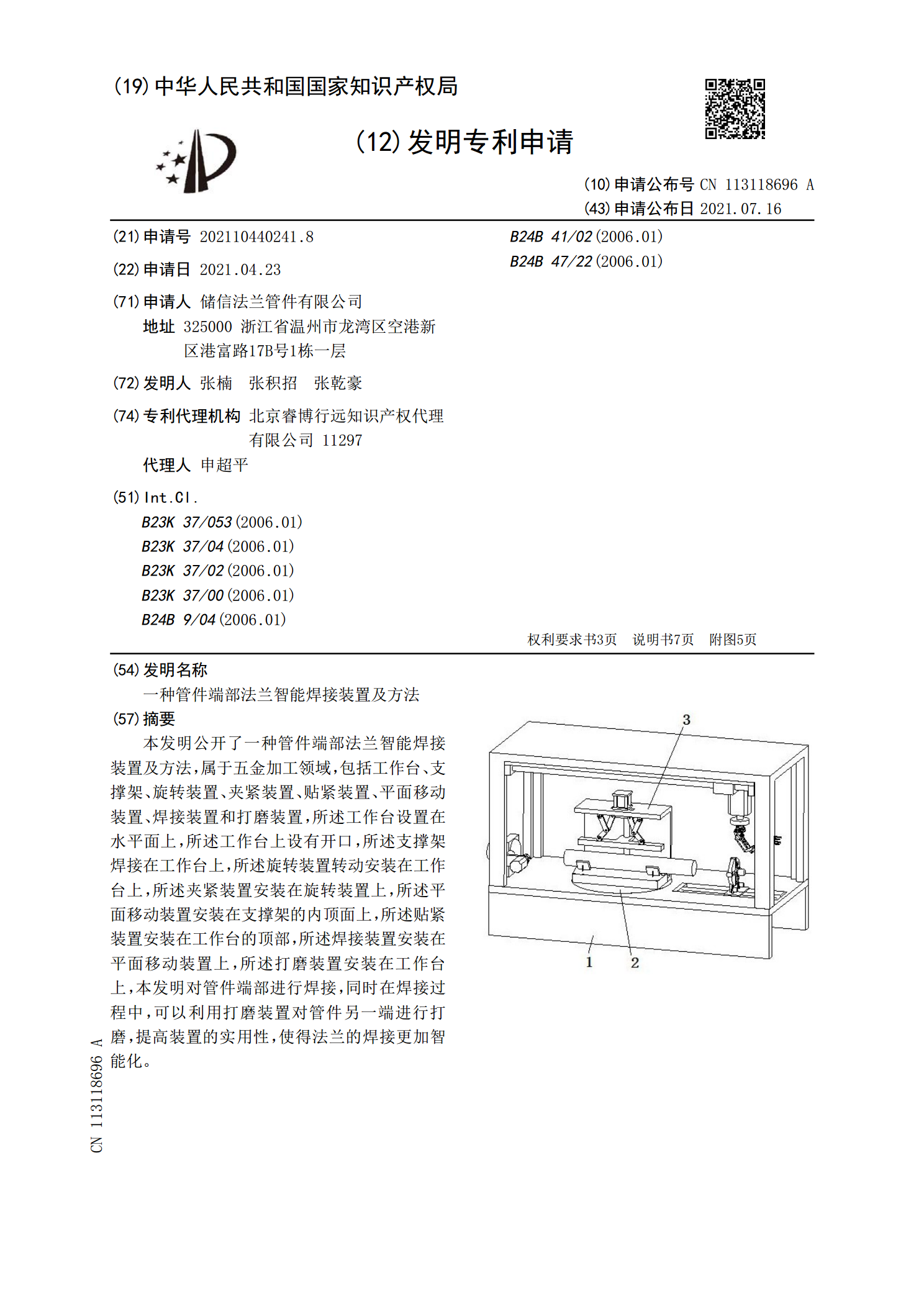
本发明公开了一种管件端部法兰智能焊接装置及方法,属于五金加工领域,包括工作台、支撑架、旋转装置、夹紧装置、贴紧装置、平面移动装置、焊接装置和打磨装置,所述工作台设置在水平面上,所述工作台上设有开口,所述支撑架焊接在工作台上,所述旋转装置转动安装在工作台上,所述夹紧装置安装在旋转装置上,所述平面移动装置安装在支撑架的内顶面上,所述贴紧装置安装在工作台的顶部,所述焊接装置安装在平面移动装置上,所述打磨装置安装在工作台上,本发明对管件端部进行焊接,同时在焊接过程中,可以利用打磨装置对管件另一端进行打磨,提高装置

管料端部定位装置.pdf
本发明涉及一种管料端部定位装置,移动板通过底部两侧导套可滑移的设置在支架上两根平行的导轨上,移动板底部中间设置有丝母,与支架上设置的丝杆相啮合,丝杆与两侧导轨平行,在一侧手轮的驱动下带动移动板左右滑移;在移动板的上部通过至少两支导向杆连接定位板,在导向杆的外周套设有弹簧;限位开关设置在移动板上。本发明可以自动实现管料的端部定位功能,大大降低工人劳动强度,自动化程度高,定位准确,结构简单合理。

管件端部机加工装置.pdf
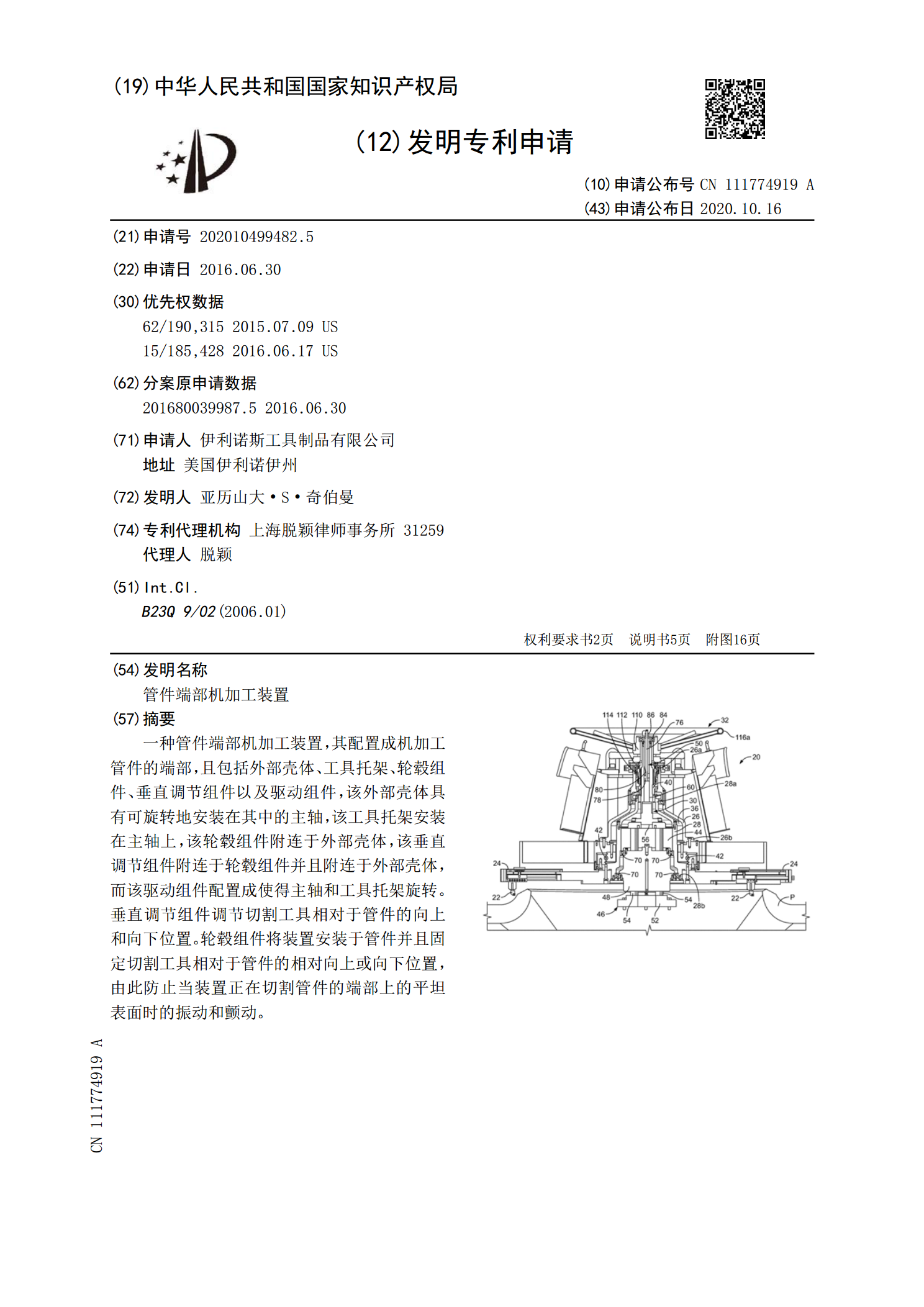
一种管件端部机加工装置,其配置成机加工管件的端部,且包括外部壳体、工具托架、轮毂组件、垂直调节组件以及驱动组件,该外部壳体具有可旋转地安装在其中的主轴,该工具托架安装在主轴上,该轮毂组件附连于外部壳体,该垂直调节组件附连于轮毂组件并且附连于外部壳体,而该驱动组件配置成使得主轴和工具托架旋转。垂直调节组件调节切割工具相对于管件的向上和向下位置。轮毂组件将装置安装于管件并且固定切割工具相对于管件的相对向上或向下位置,由此防止当装置切割管件的端部上的平坦表面时的振动和颤动。
管件端部机加工装置.pdf
一种管件端部机加工装置,其配置成机加工管件的端部,且包括外部壳体、工具托架、轮毂组件、垂直调节组件以及驱动组件,该外部壳体具有可旋转地安装在其中的主轴,该工具托架安装在主轴上,该轮毂组件附连于外部壳体,该垂直调节组件附连于轮毂组件并且附连于外部壳体,而该驱动组件配置成使得主轴和工具托架旋转。垂直调节组件调节切割工具相对于管件的向上和向下位置。轮毂组件将装置安装于管件并且固定切割工具相对于管件的相对向上或向下位置,由此防止当装置正在切割管件的端部上的平坦表面时的振动和颤动。