
一种数控镗床的镗刀杆.pdf

Ke****67


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种数控镗床的镗刀杆.pdf
本发明公开了一种数控镗床的镗刀杆,其将刀座通过导轨与滑块的配合可滑动安装在架体内,通过伺服电机、齿轮组件以及滚珠丝杆的配合来驱动刀座沿镗杆的径向方向滑动,并由于伺服电机和滚珠丝杆均具有很高的定位精度,所以,在镗削加工零件内孔的过程中,伺服电机接收伺服系统预先设定的指令后可快速作出相应的动作,并驱动齿轮组件来驱动滚珠丝杆转动,从而带动刀座上的镗刀迅速并且准确地沿镗杆的径向移动相应的位移,最终使随镗杆转动的镗刀在零件上镗削出不同孔径及锥度要求的内孔。

多刀镗削加工数控镗床.pdf
本发明公开了一种多刀镗削加工数控镗床,包括若干支撑部件、调心轴承部件、主驱动部件、主轴、数控平台、固定套及锥度镗机构,其中具有至少两个均匀分布于所述固定套上的锥度镗机构,所述锥度镗机构包括导轨、步进电机、滚珠丝杆、刀架及刀具,所述滚珠丝杆包括:丝杆及滚珠底座,所述导轨沿所述主轴的轴向固定于所述固定套上,且与所述主轴的夹角为锐角,所述丝杆枢接于所述导轨上并与所述步进电机连接,所述步进电机安装于所述导轨上并与所述数控平台电性连接,所述导轨具有凹槽,所述滚珠底座卡合于所述导轨的凹槽内并于所述丝杆相啮

数控弯头内孔镗床的镗杆.pdf
本发明涉及一种数控弯头内孔镗床的镗杆,包括镗杆体(11),镗杆体(11)内安装有空心轴(10),空心轴(10)内安装有长轴(3),长轴(3)上安装有双向电磁离合器(5);空心轴(10)和长轴(3)轴端分别安装有第一伞齿轮(13)和第二伞齿轮(16);镗杆体(11)内安装有小主轴(21),小主轴(21)内安装有心轴(22),小主轴(21)和心轴(22)轴端分别安装有第四伞齿轮(19)和第三伞齿轮(17);心轴(22)轴端安装有第六伞齿轮(39),小主轴(21)轴端固定安装有刀盘(30),刀盘(30)内安装有
拉镗床镗杆支架手动装置.pdf
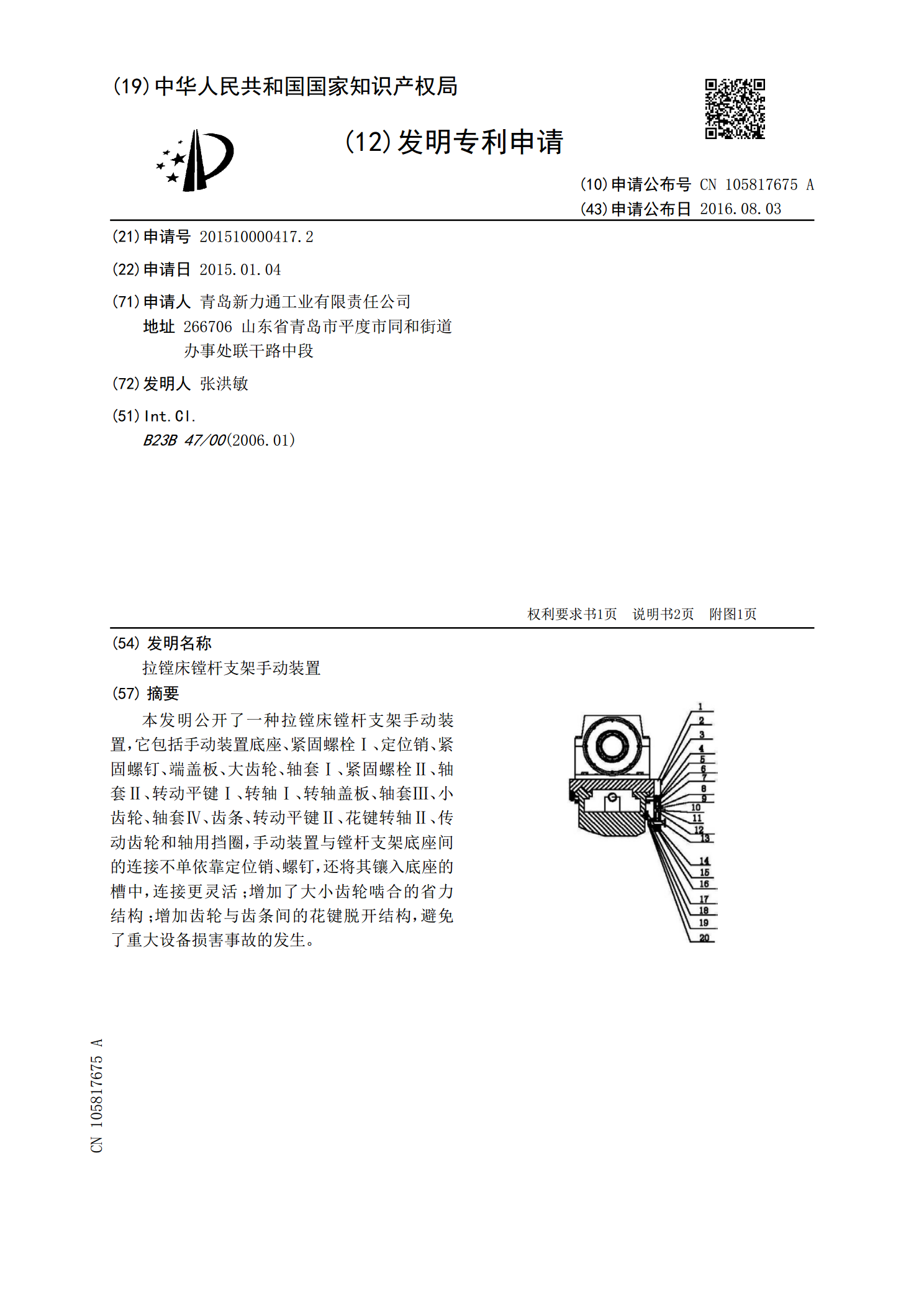
本发明公开了一种拉镗床镗杆支架手动装置,它包括手动装置底座、紧固螺栓Ⅰ、定位销、紧固螺钉、端盖板、大齿轮、轴套Ⅰ、紧固螺栓Ⅱ、轴套Ⅱ、转动平键Ⅰ、转轴Ⅰ、转轴盖板、轴套Ⅲ、小齿轮、轴套Ⅳ、齿条、转动平键Ⅱ、花键转轴Ⅱ、传动齿轮和轴用挡圈,手动装置与镗杆支架底座间的连接不单依靠定位销、螺钉,还将其镶入底座的槽中,连接更灵活;增加了大小齿轮啮合的省力结构;增加齿轮与齿条间的花键脱开结构,避免了重大设备损害事故的发生。

数控镗床的锥形孔镗削装置.pdf
一种数控镗床的锥形孔镗削装置,属于金属工件加工设备领域。数控镗床包括床体,床体具有工件平台和立柱,锥形孔镗削装置包括镗头升降座,镗头升降座的一侧固定有镗头升降座移动块,在镗头升降座的顶部设有一对连接耳;主轴旋转驱动机构,设置在镗头升降座的一侧;花键轴升降机构,设置在镗头升降座的另一侧;主轴,其上端与主轴旋转驱动机构连接、下端扩设有主轴连接盘;花键轴,其上端与花键轴升降机构连接、下端构成有花键轴连接盘;镗刀杆升降与偏心运动机构,与主轴连接盘和花键轴连接盘连接,主轴旋转驱动机构包括主轴驱动电机、主动传动轮、从