
大尺寸厚钢板淬火装置.pdf

盼易****君a


1/7
2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大尺寸厚钢板淬火装置.pdf
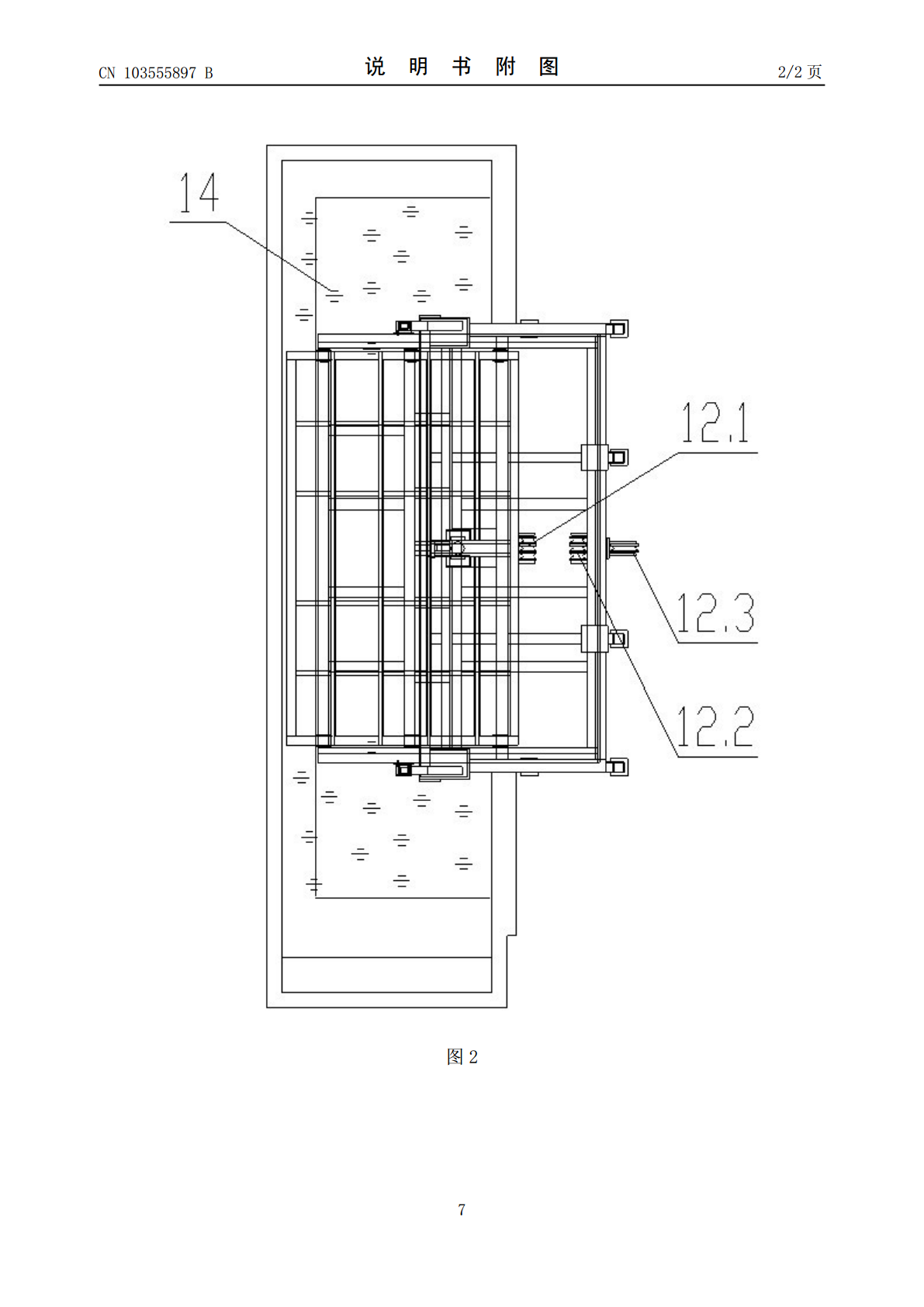
本发明涉及一种大尺寸厚钢板淬火装置,它包括水槽内固定导向架(1)、翻转导向台架(2)、翻转机构固定支座(7)和淬火水槽(14),所述翻转机构固定支座(7)上设置有翻转导向台架回转支座(3),所述翻转导向台架(2)设置于翻转导向台架回转支座(3)上,所述翻转机构固定支座(7)上设置有翻转油缸铰轴支座(4),所述翻转油缸铰轴支座(4)上铰接有翻转油缸(5),所述翻转导向台架(2)底部设置有卷扬机构(13),所述卷扬机构(13)的钢丝绳绕过滑轮机构(12)与移动台车(10)相连接。本发明一种大尺寸厚钢板淬火装置

大尺寸薄壁钢板的热处理方法.pdf
本发明公开了一种大尺寸薄壁钢板的热处理方法,采用钢板定位装置和起吊装置,对尺寸不小于4000×4000mm,厚度不大于50mm的薄壁钢板工件进行热处理;包括以下步骤:第一步,组装工件与钢板定位装置;第二步,采用起吊装置,将组装好的钢板装炉模块放入热处理炉中进行加热;第三步,加热完毕,通过起吊装置将钢板装炉模块从热处理炉中吊出,放入水槽进行淬火冷却。本发明能够对大尺寸薄壁钢板的热处理变形进行控制,从而解决薄壁钢板在轧制或锻压完成后进行加热并浸水处理过程中,容易产生变形的问题。本发明能够节省原材料和能源,同时

大厚钢板焊缝横向裂纹防止方法.docx
大厚钢板焊缝横向裂纹防止方法大厚钢板焊缝横向裂纹是焊接过程中常见的缺陷之一,严重影响焊接接头的强度和使用寿命。为了有效防止焊缝横向裂纹的发生,需要采取一系列措施来改善焊接工艺和焊接材料的选择,同时加强焊接操作人员的培训和管理。本篇论文将围绕这些方面展开论述。1.焊接工艺的改进焊接工艺是影响焊缝横向裂纹的重要因素之一。首先,应选择合适的预热温度和焊接温度,以减少热应力的产生。过高的预热温度和焊接温度会导致焊接区域过热,易产生裂纹。适当降低温度可以减少焊接应力,提高焊缝的抗裂性能。其次,应注意控制焊接过程中的

钢板淬火装置的水冷系统.pdf
本发明为一种钢板淬火装置的水冷系统;该水冷系统由设置在淬火槽内的第一喷水装置、第二喷水装置和第三喷水装置构成;第一喷水装置设置在倾斜淬火位置的钢板上表面的顶部上方;第一喷水装置由沿钢板上表面的顶部边缘间隔设置的多个第一喷头构成;第二喷水装置设置在倾斜淬火位置的钢板上表面的底部上方;第二喷水装置由沿钢板上表面的底部边缘间隔设置的多个第二喷头构成;第三喷水装置设置在倾斜淬火位置的钢板下表面的下方;第三喷水装置由沿钢板下表面横向或纵向间隔设置的多个第三喷头构成。该水冷系统能在短时间内冲刷带走钢板表面产生的大量气

钢板尺寸标准.doc
钢板是钢材四大品种(板、管、型、丝)之一,在发达国家,钢板产量占钢材生产总量50%以上,随着我国国民经济的发展,钢板生产量逐渐增长。钢板是一种宽厚比和表面积都很大的扁平钢材。钢板按厚琊分为薄板和厚板两大规格。薄钢板是用热轧或冷轧方法生产的厚度在0.2-4mm之间的钢板。薄钢板宽度在500-1400mm之间。根据不同的用途,薄钢板采用不同材质钢坯轧制而成。通常采用材质有普碳钢、优碳钢、合金结构钢、碳素工具钢、不锈钢、弹簧钢和电工用硅钢等。它们重要用于汽车工业、航空工业、搪瓷工业、电气工业、机械工业等部门。薄