
用于蒸汽发生器接管焊缝检查装置安装的装置及安装方法.pdf

醉香****mm


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于蒸汽发生器接管焊缝检查装置安装的装置及安装方法.pdf
本发明提供一种用于蒸汽发生器接管焊缝检查装置安装的装置及安装方法。在蒸汽发送器外通过长杆工具将钢丝绳悬挂组件送至蒸汽发送器内部管板处,将其固定在管板上,钢丝绳通过滑轮与中间杆上部连接;将接管焊缝检查装置端部通过通过转动关节一与中间杆的一端连接,中间杆的另一端通过转动关节二与操作杆的一端连接;通过拉动钢丝绳以及推动中间杆与操作杆,将接管焊缝检查装置、中间杆送至蒸汽发送器内部;绕操作杆轴线转动操作杆,使接管焊缝检查装置接近待检查焊缝,然后开始扫查工作。本发明仅借助操作杆与中间杆组成的长杆工具和钢丝绳,即可完成

一种用于蒸汽发生器接管焊缝检查装置自动安装的平台.pdf
本发明属于核电站一回路系统无损检测技术领域,具体涉及一种用于蒸汽发生器接管焊缝检查装置自动安装的平台。运载平台由平台支架、第一杆、第二杆、快换接头、转台等部分组成;平台支架是固定连接于蒸汽发生器的人孔面上的三分之一圆环,在圆环上装有一对垂直于圆盘面的定位板;转台是一个涡轮蜗杆啮合结构,通过蜗轮蜗杆机构实现转台芯轴的旋转运动;第一杆是圆柱状结构,通过其实现运载平台的上升和下降,随着转台芯轴的转动而转动;第二杆是套杆结构,和第一杆通过转动关节连接,通过其内部设置的电机、滑动丝杠和导轨在套杆轴向伸缩;第二杆末端
压力容器接管焊缝超声检查装置.pdf
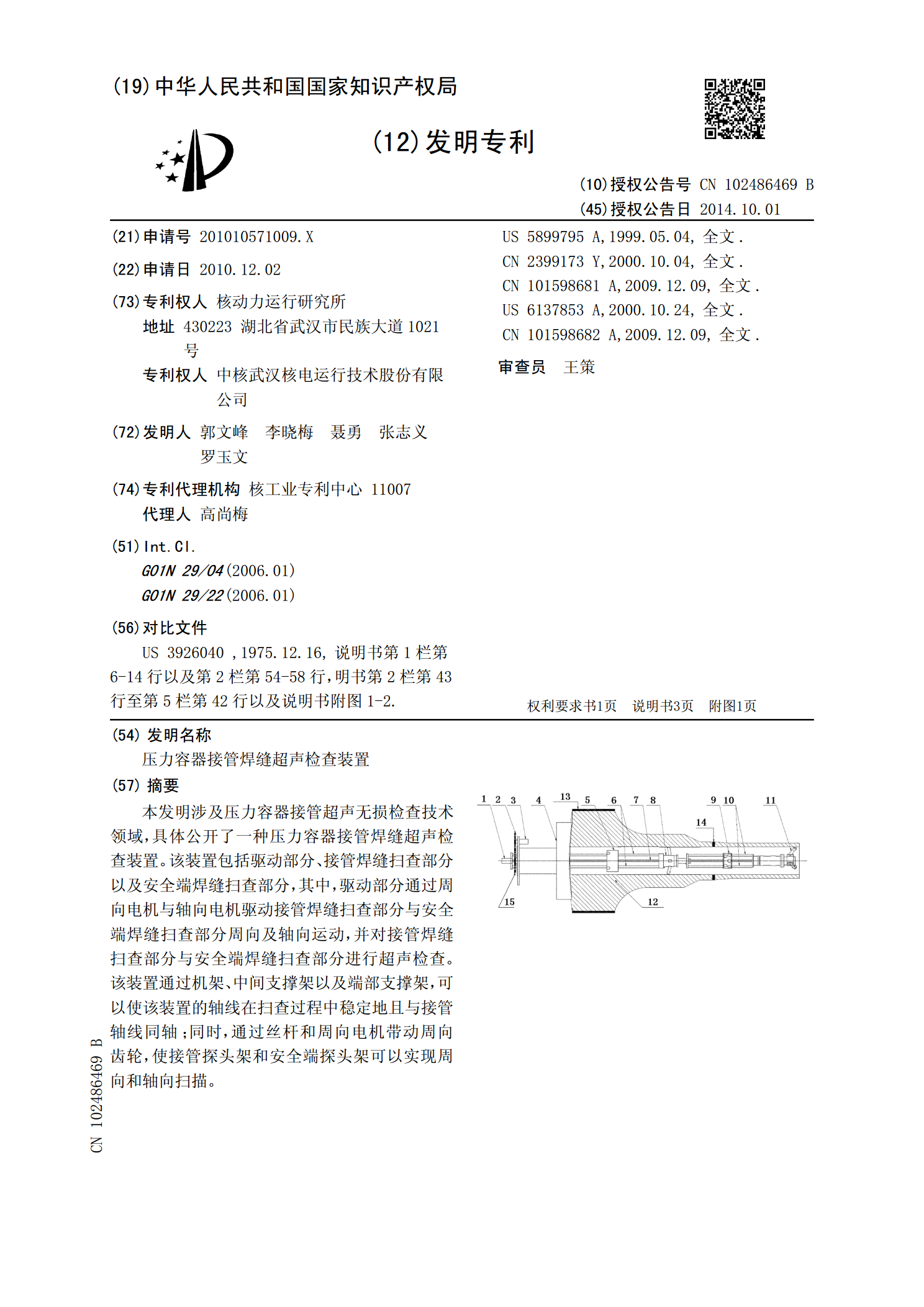
本发明涉及压力容器接管超声无损检查技术领域,具体公开了一种压力容器接管焊缝超声检查装置。该装置包括驱动部分、接管焊缝扫查部分以及安全端焊缝扫查部分,其中,驱动部分通过周向电机与轴向电机驱动接管焊缝扫查部分与安全端焊缝扫查部分周向及轴向运动,并对接管焊缝扫查部分与安全端焊缝扫查部分进行超声检查。该装置通过机架、中间支撑架以及端部支撑架,可以使该装置的轴线在扫查过程中稳定地且与接管轴线同轴;同时,通过丝杆和周向电机带动周向齿轮,使接管探头架和安全端探头架可以实现周向和轴向扫描。

用于蒸汽发生器的喷嘴组件、蒸汽发生装置及干衣装置.pdf
本发明公开了一种用于蒸汽发生器的喷嘴组件、蒸汽发生装置及干衣装置,喷嘴组件内形成有进气通道、储水腔和导流腔,进气通道的出口端与储水腔连通,且储水腔的通流面积大于进气通道的出口端的通流面积,导流腔与储水腔连通,导流腔的外侧壁上形成有蒸汽出口,且蒸汽出口高于储水腔。根据本发明的用于蒸汽发生器的喷嘴组件,蒸汽进入储水腔后气压明显减小,减小的气压不足以带走水滴,水滴会留在储水腔中。导流腔与储水腔连通,使得部分蒸汽可经导流腔回流至储水腔内,导流腔的外侧壁上形成有蒸汽出口,且蒸汽出口高于储水腔。使得储水腔能够更好地存
用于蒸汽发生器的测量管结构及蒸汽发生器装置.pdf
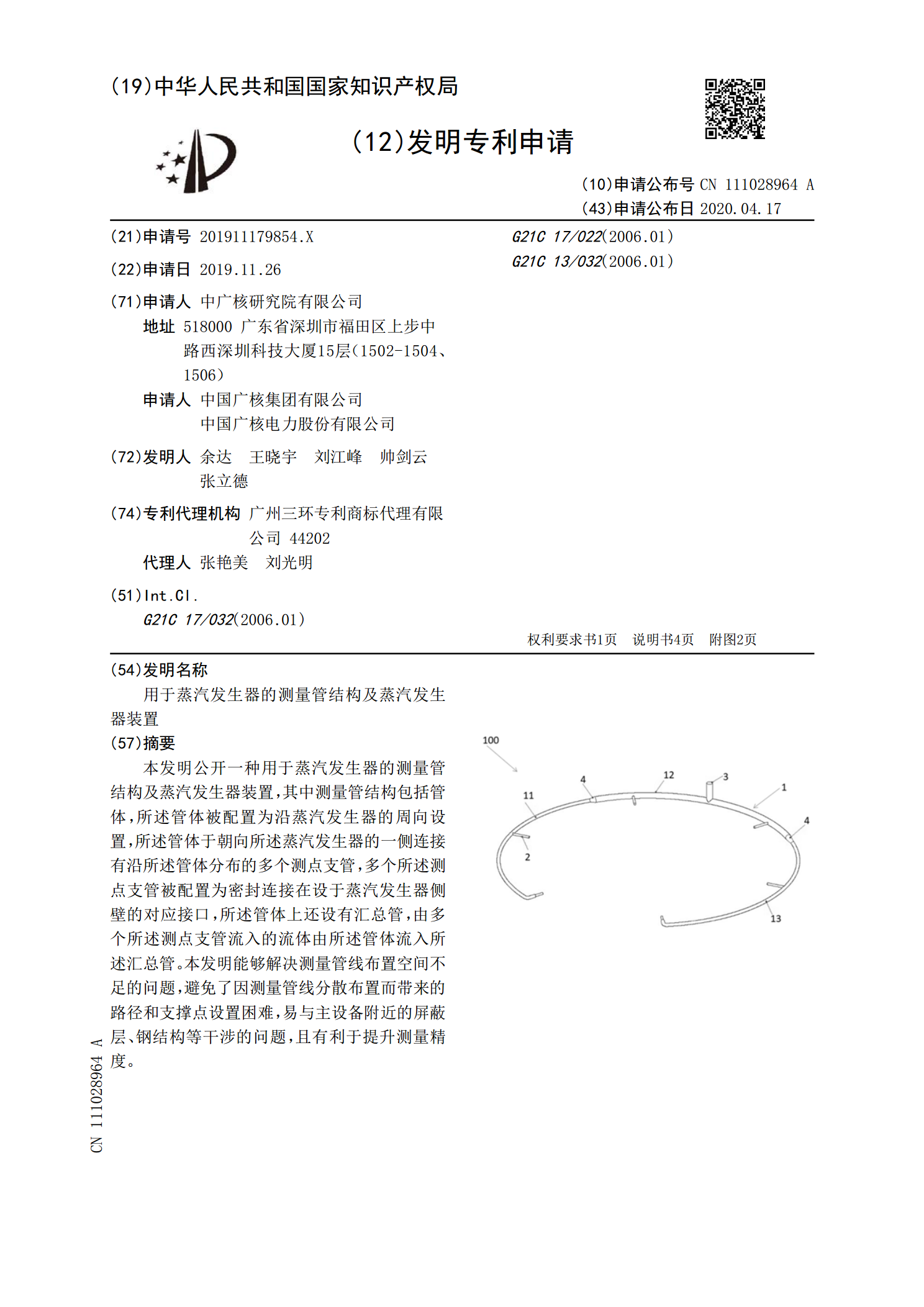
本发明公开一种用于蒸汽发生器的测量管结构及蒸汽发生器装置,其中测量管结构包括管体,所述管体被配置为沿蒸汽发生器的周向设置,所述管体于朝向所述蒸汽发生器的一侧连接有沿所述管体分布的多个测点支管,多个所述测点支管被配置为密封连接在设于蒸汽发生器侧壁的对应接口,所述管体上还设有汇总管,由多个所述测点支管流入的流体由所述管体流入所述汇总管。本发明能够解决测量管线布置空间不足的问题,避免了因测量管线分散布置而带来的路径和支撑点设置困难,易与主设备附近的屏蔽层、钢结构等干涉的问题,且有利于提升测量精度。