
一种成型刀具返修工装.pdf

秀美****甜v


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种成型刀具返修工装.pdf
一种成型刀具返修工装,由刀架、刀具、压块和金刚石砂轮组成,刀架的一侧阵列设有一字排开的若干个刀具放置面,刀架的另一侧阵列设有一字排开的若干个压块槽,每个刀具放置面对应一个压块槽,且每个压块槽内设有一螺纹孔;压块设于刀具放置面、压块槽的上方,压块通过螺栓穿过其中心的环形槽孔并与压块槽内的螺纹孔配合固定,用于将所述刀具固定装配到刀具放置面内;刀具装配在刀具放置面内时,刀具的前刀面与刀架的上端面均处于水平位置,且刀具的排屑槽与前刀面的切面也处于水平位置;当所有刀具装配在刀具放置面内时,金刚石砂轮沿着刀具的前刀面
一种SLM成型刀具加工装置及刀具加工方法.pdf
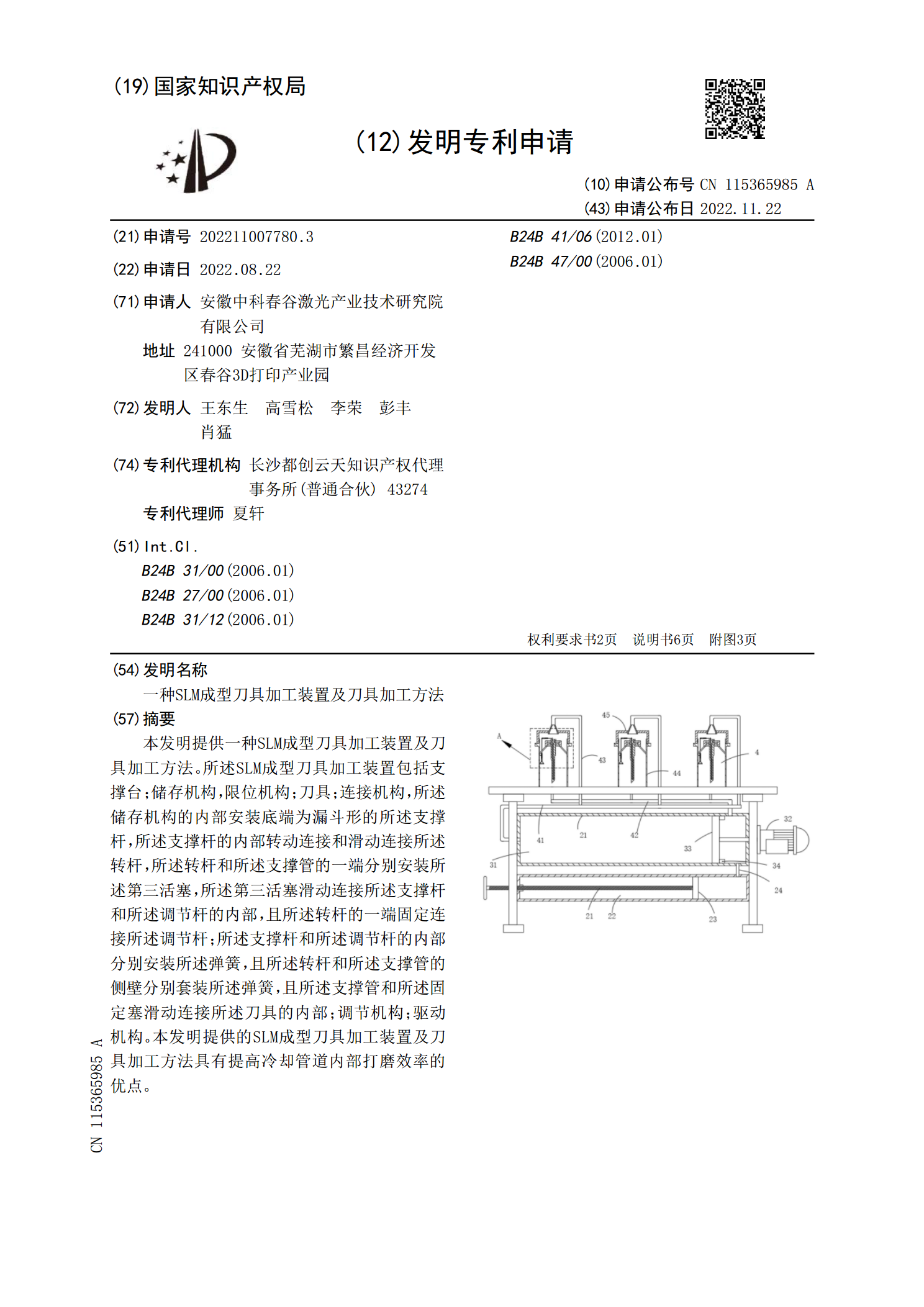
本发明提供一种SLM成型刀具加工装置及刀具加工方法。所述SLM成型刀具加工装置包括支撑台;储存机构,限位机构;刀具;连接机构,所述储存机构的内部安装底端为漏斗形的所述支撑杆,所述支撑杆的内部转动连接和滑动连接所述转杆,所述转杆和所述支撑管的一端分别安装所述第三活塞,所述第三活塞滑动连接所述支撑杆和所述调节杆的内部,且所述转杆的一端固定连接所述调节杆;所述支撑杆和所述调节杆的内部分别安装所述弹簧,且所述转杆和所述支撑管的侧壁分别套装所述弹簧,且所述支撑管和所述固定塞滑动连接所述刀具的内部;调节机构;驱动机构

一种轮毂变形返修工装.pdf
本发明涉及一种轮毂变形返修工装,包括底部稳定台、整形台、中心凹槽以及堵头,所述底部稳定台和整形台均为圆柱体型,整形台同轴安装在底部稳定台上,在整形台上端中心同轴制有一中心凹槽,在整形台上端径向均布多个安装孔,在该多个安装孔内活动嵌装堵头。本发明可以对变形的轮毂毛坯进行返修,特别是对于轮毂毛坯盖口部位变形的产品,使用此工装可以将盖口位置用压力机向变形方向下压,直到压到指定位置为止,可以提高2%-3%的良品率,提升生产效率及产品质量。
一种轮毂平衡返修工装.pdf
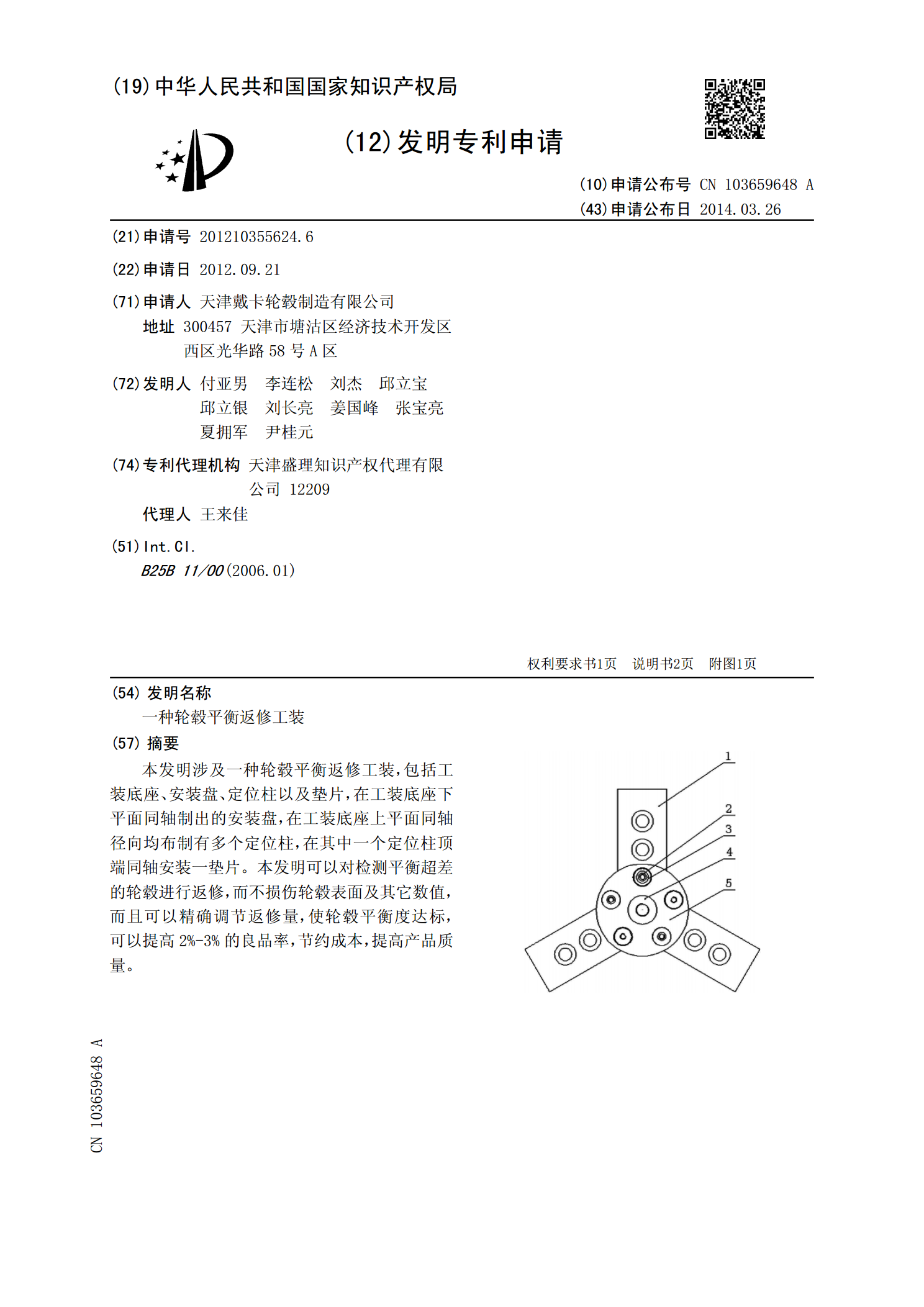
本发明涉及一种轮毂平衡返修工装,包括工装底座、安装盘、定位柱以及垫片,在工装底座下平面同轴制出的安装盘,在工装底座上平面同轴径向均布制有多个定位柱,在其中一个定位柱顶端同轴安装一垫片。本发明可以对检测平衡超差的轮毂进行返修,而不损伤轮毂表面及其它数值,而且可以精确调节返修量,使轮毂平衡度达标,可以提高2%-3%的良品率,节约成本,提高产品质量。
一种用于钣金冲压成型的高效上料刀具加工装置.pdf
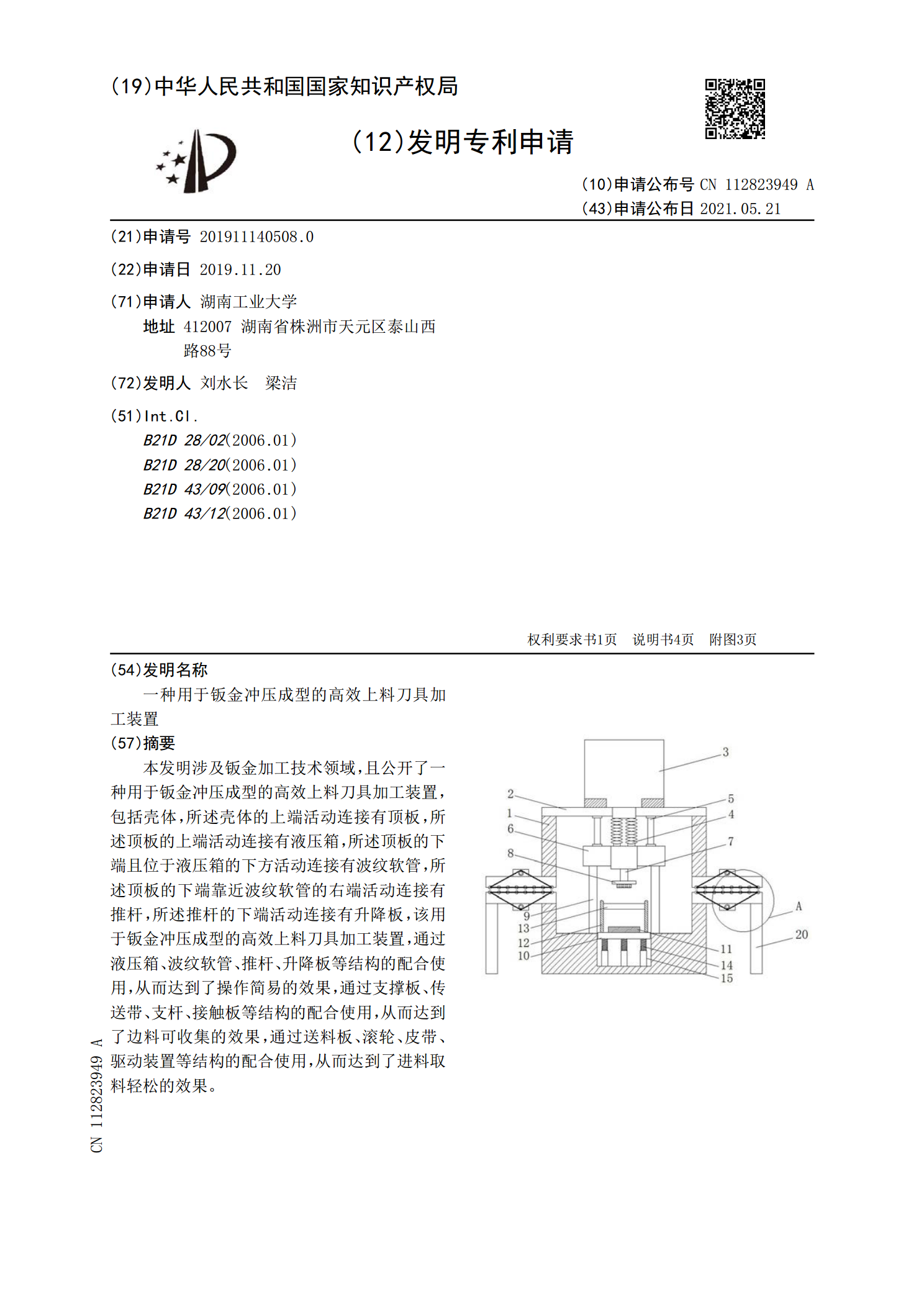
本发明涉及钣金加工技术领域,且公开了一种用于钣金冲压成型的高效上料刀具加工装置,包括壳体,所述壳体的上端活动连接有顶板,所述顶板的上端活动连接有液压箱,所述顶板的下端且位于液压箱的下方活动连接有波纹软管,所述顶板的下端靠近波纹软管的右端活动连接有推杆,所述推杆的下端活动连接有升降板,该用于钣金冲压成型的高效上料刀具加工装置,通过液压箱、波纹软管、推杆、升降板等结构的配合使用,从而达到了操作简易的效果,通过支撑板、传送带、支杆、接触板等结构的配合使用,从而达到了边料可收集的效果,通过送料板、滚轮、皮带、驱动