
一种离心风机叶轮的焊接工装及其使用方法.pdf

猫巷****忠娟


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种离心风机叶轮的焊接工装及其使用方法.pdf
本发明公开了一种离心风机叶轮的焊接工装,包括一个上顶板、下顶圈和顶压圈。其使用方法为:把上顶板固定在压机的冲头上,把下顶圈固定在压机的台面上;选择与所需焊接的叶轮前盘相匹配的顶压圈,放置在下顶圈上面;把前盘放置在顶压圈上,并把已经焊接在一起的后盘与叶片放置在前盘上,调整至准确位置,开启压机,上顶板下行,把焊接在一起的后盘与叶片下压,顶压圈把前盘的中间一圈压向叶片,使顶压圈把前盘的中间一圈与叶片相抵;操作人员把前盘与叶片进行焊接。采用了本发明的离心风机叶轮焊接工装及其使用方法,即可方便的对叶轮的前盘与叶片进
一种用于离心鼓风机的叶轮焊接工装.pdf
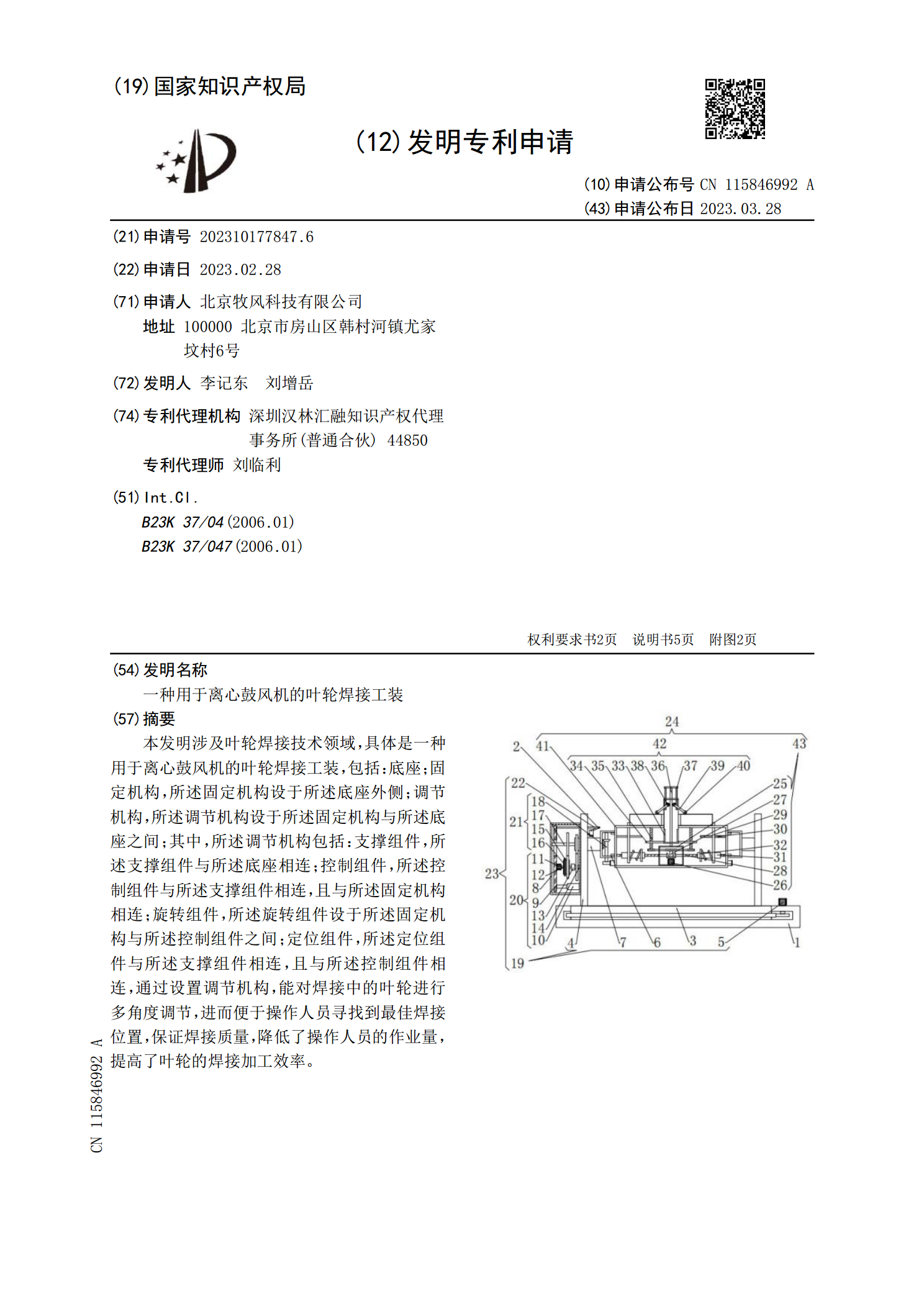
本发明涉及叶轮焊接技术领域,具体是一种用于离心鼓风机的叶轮焊接工装,包括:底座;固定机构,所述固定机构设于所述底座外侧;调节机构,所述调节机构设于所述固定机构与所述底座之间;其中,所述调节机构包括:支撑组件,所述支撑组件与所述底座相连;控制组件,所述控制组件与所述支撑组件相连,且与所述固定机构相连;旋转组件,所述旋转组件设于所述固定机构与所述控制组件之间;定位组件,所述定位组件与所述支撑组件相连,且与所述控制组件相连,通过设置调节机构,能对焊接中的叶轮进行多角度调节,进而便于操作人员寻找到最佳焊接位置,保

一种用于离心鼓风机的叶轮焊接工装.pdf
本发明公开了一种用于离心鼓风机的叶轮焊接工装,它包括支架、旋转机构和翻转机构。本发明所提出的一种用于离心鼓风机的叶轮焊接工装,保证叶轮的焊接质量达到焊接工艺要求,提高叶轮的焊接加工效率,减少工人打磨焊缝时间,节约叶轮制造人工成本,利于工业化大规模生产的推广应用。

一种小流量离心风机窄焊接叶轮及离心风机.pdf
本发明设计一种小流量离心风机窄焊接叶轮,包括:轮盘、轮盖和安装于所述轮盘和轮盖之间的叶片,其中,该叶片包括长叶片和短叶片,长叶片的流向长度大于所述短叶片的流向长度,且该长叶片和短叶片在所述轮盘和轮盖之间沿周向交替均匀分布,其特征在于:所述长叶片从轮盖的外缘一直延伸至內缘,短槽从轮盘的外缘向内延伸,并且短叶片的进口直径大于长叶片的进口直径,短叶片长度为长叶片的2/3。藉助上述结构,本发明的优点:叶片定位简单正确,焊接步骤简单、操作方便,焊缝美观,焊接质量得以保证,长短叶片的设置起分流作用,能有效分配叶道气体
一种离心风机及其叶轮.pdf
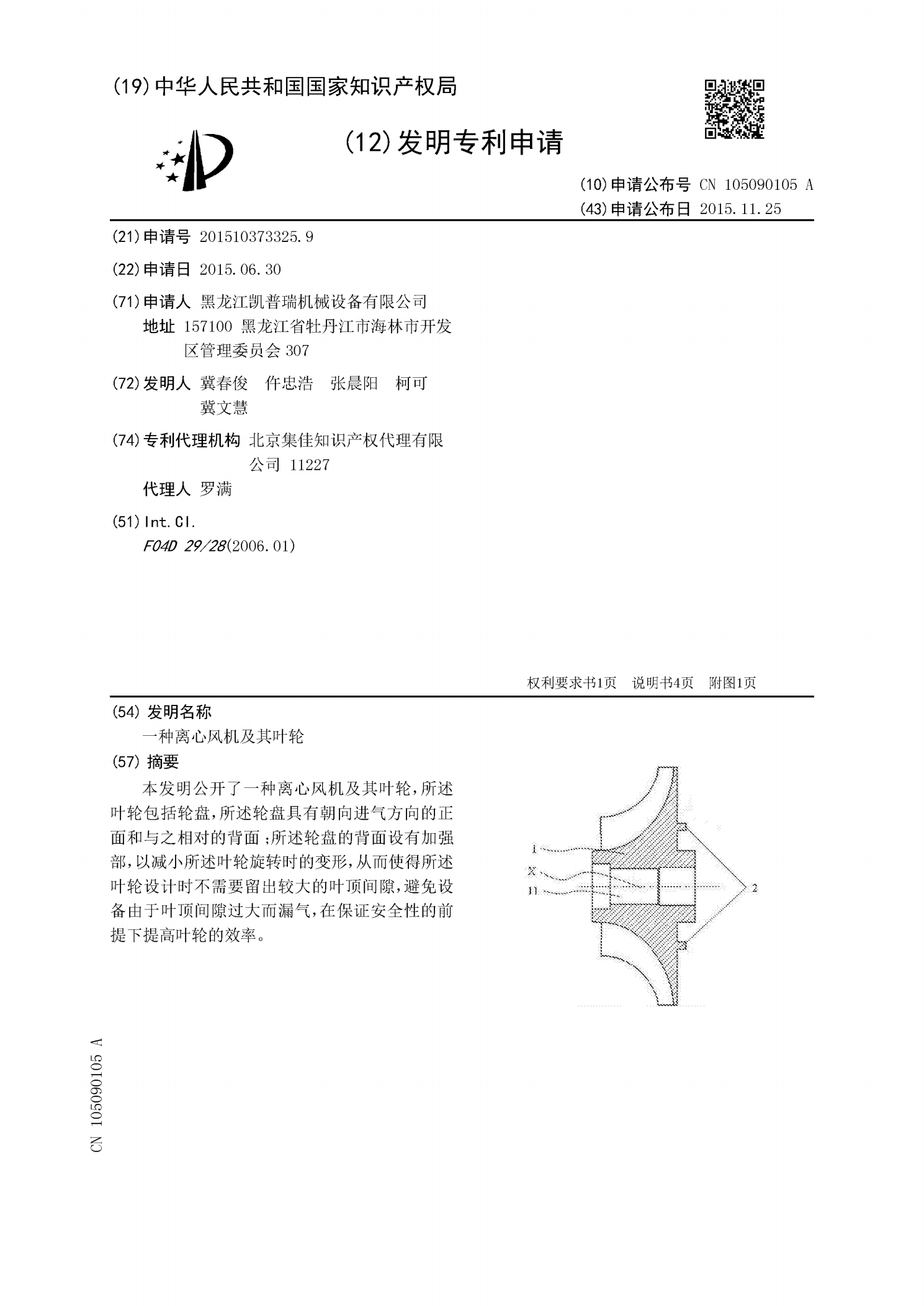
本发明公开了一种离心风机及其叶轮,所述叶轮包括轮盘,所述轮盘具有朝向进气方向的正面和与之相对的背面;所述轮盘的背面设有加强部,以减小所述叶轮旋转时的变形,从而使得所述叶轮设计时不需要留出较大的叶顶间隙,避免设备由于叶顶间隙过大而漏气,在保证安全性的前提下提高叶轮的效率。