
高温合金双性能盘辗压成形工艺.pdf

瀚玥****魔王


1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高温合金双性能盘辗压成形工艺.pdf
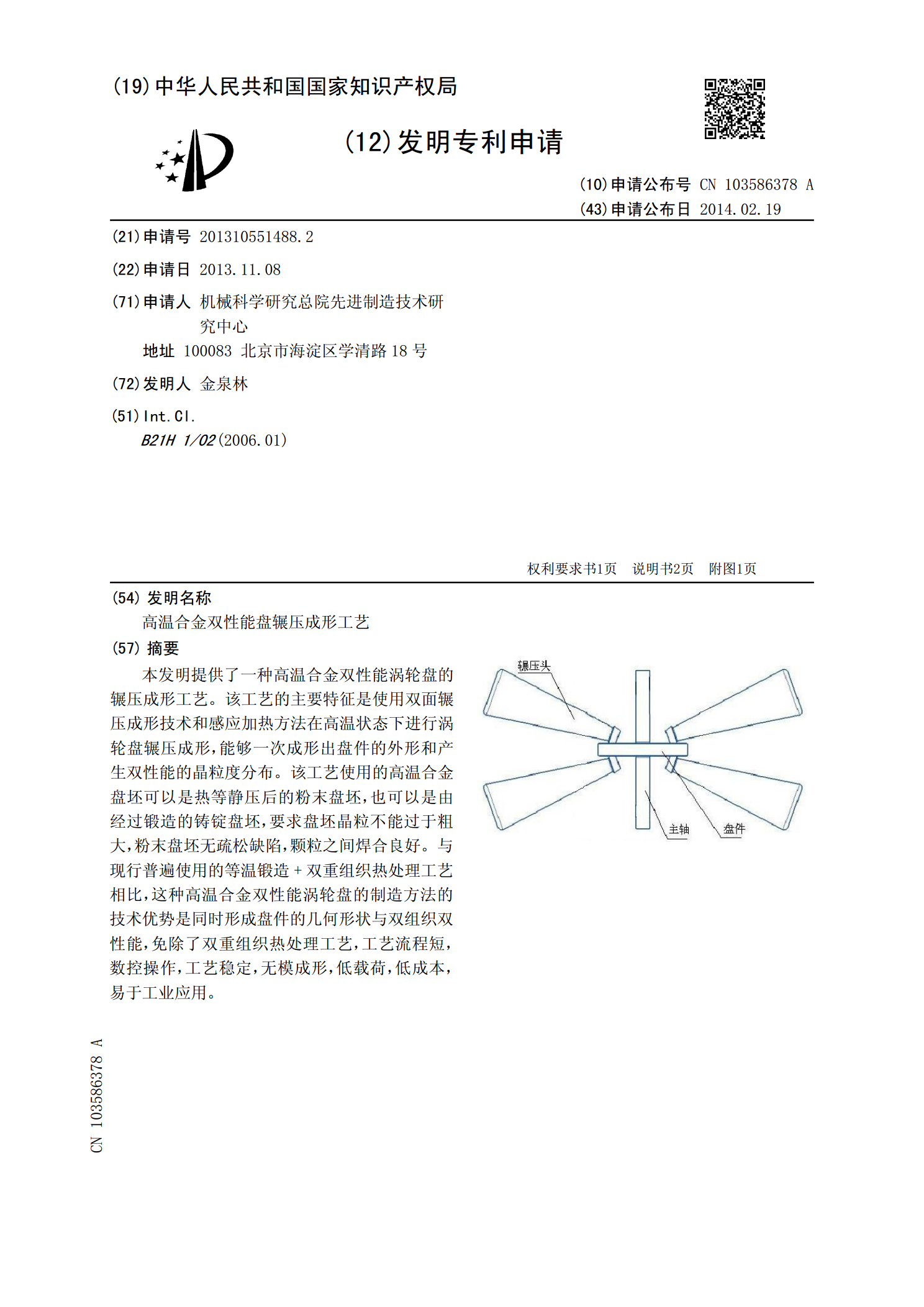
本发明提供了一种高温合金双性能涡轮盘的辗压成形工艺。该工艺的主要特征是使用双面辗压成形技术和感应加热方法在高温状态下进行涡轮盘辗压成形,能够一次成形出盘件的外形和产生双性能的晶粒度分布。该工艺使用的高温合金盘坯可以是热等静压后的粉末盘坯,也可以是由经过锻造的铸锭盘坯,要求盘坯晶粒不能过于粗大,粉末盘坯无疏松缺陷,颗粒之间焊合良好。与现行普遍使用的等温锻造+双重组织热处理工艺相比,这种高温合金双性能涡轮盘的制造方法的技术优势是同时形成盘件的几何形状与双组织双性能,免除了双重组织热处理工艺,工艺流程短,数控操
一种球面滚子辗压成形工艺及其辗压装置.pdf
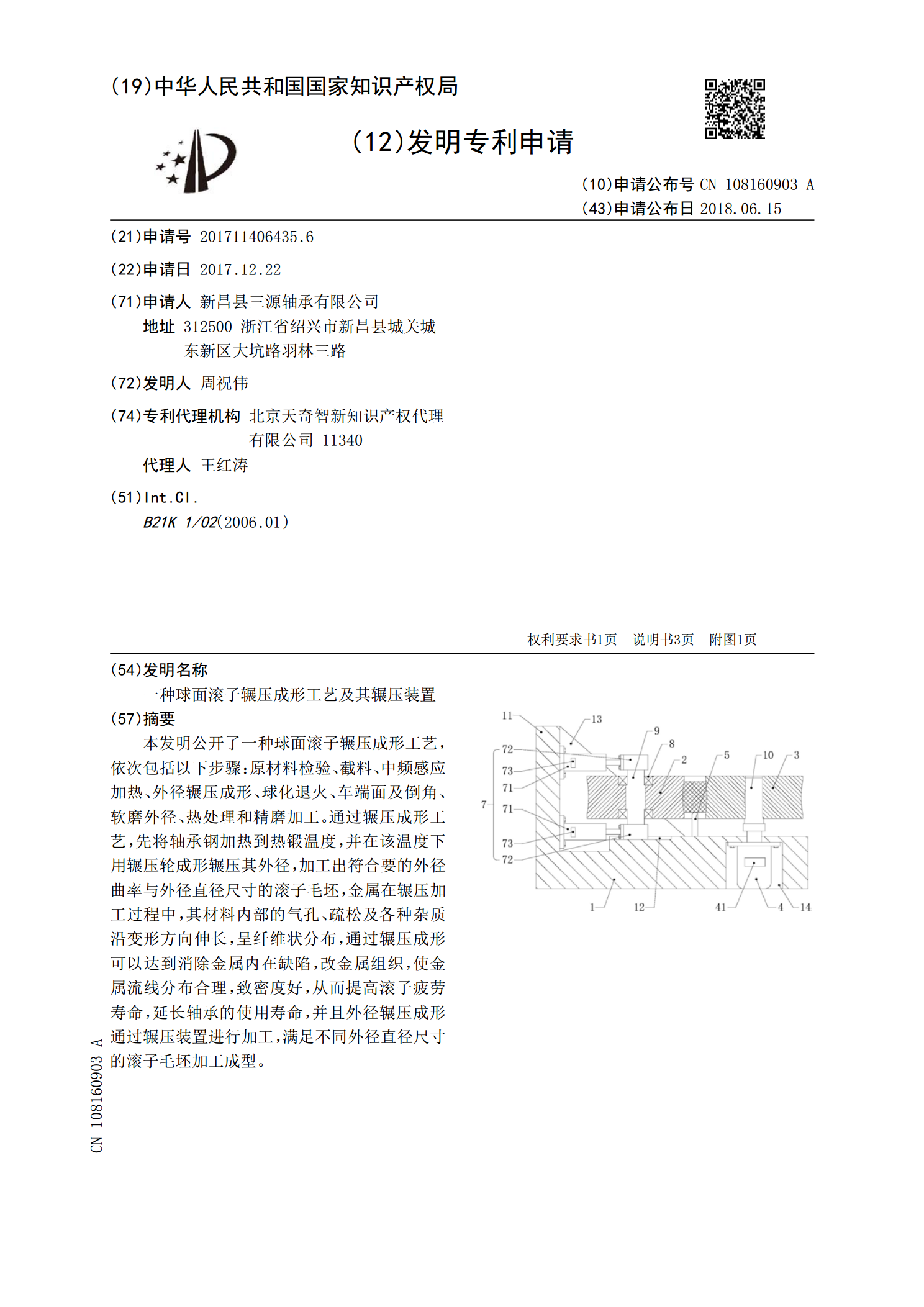
本发明公开了一种球面滚子辗压成形工艺,依次包括以下步骤:原材料检验、截料、中频感应加热、外径辗压成形、球化退火、车端面及倒角、软磨外径、热处理和精磨加工。通过辗压成形工艺,先将轴承钢加热到热锻温度,并在该温度下用辗压轮成形辗压其外径,加工出符合要的外径曲率与外径直径尺寸的滚子毛坯,金属在辗压加工过程中,其材料内部的气孔、疏松及各种杂质沿变形方向伸长,呈纤维状分布,通过辗压成形可以达到消除金属内在缺陷,改金属组织,使金属流线分布合理,致密度好,从而提高滚子疲劳寿命,延长轴承的使用寿命,并且外径辗压成形通过辗

轴承套圈精密辗压成形工艺.docx
轴承套圈精密辗压成形工艺轴承套圈是一种重要的机械零件,广泛应用于汽车、机械设备等领域。为了提高轴承套圈的精度和质量,精密辗压成形工艺被广泛研究和应用。本文将从精密辗压成形工艺的原理、工艺参数选择、设备要求等方面进行论述。一、精密辗压成形工艺原理精密辗压成形是一种无削减材料的成形方法,通过利用轴承套圈与辊子之间的挤压作用,使轴承套圈的直径发生塑性变形,从而实现对轴承套圈精度的提高。具体原理如下:1.辊子选型:精密辗压成形的关键是选择合适的辊子形状和尺寸。辊子的形状决定了轴承套圈的轮廓,尺寸决定了轴承套圈的尺

冷摆动辗压成形工艺的发展与应用.docx
冷摆动辗压成形工艺的发展与应用标题:冷摆动辗压成形工艺的发展与应用摘要:冷摆动辗压成形工艺作为一种精密加工工艺,具有高效、低能耗、环保等优点,近年来得到了广泛的研究和应用。本文将从冷摆动辗压成形工艺的基本原理、发展历程以及在各个领域的应用等方面进行探讨,旨在全面了解其发展与应用现状,并对其未来发展趋势进行展望。一、引言冷摆动辗压成形工艺是目前一种非常具有潜力和发展前景的精密加工工艺。它采用的是摆动辊和摆动辊座在摆动状态下对工件进行辗压,通过直接施加压力和摩擦力使得工件塑性变形,从而达到精密成形的目的。由于

圆锥轴承内圈成形扩孔辗压工艺.docx
圆锥轴承内圈成形扩孔辗压工艺圆锥轴承是一种常见的滚动轴承,其主要由内圈、滚动体、外圈和保持架组成。内圈是轴承的核心部分,其扩孔工艺对于轴承的性能和寿命有着重要的影响。本文将探讨圆锥轴承内圈成形扩孔辗压工艺的原理、工艺参数以及影响因素,并分析其优势和应用前景。一、工艺原理及流程圆锥轴承内圈成形扩孔辗压工艺是通过辗压滚珠轨道表面的冷加工方法进行的,其原理是利用金属在冷加工过程中的塑性变形特性,在辊身内外径表面上施加一定的压力,使内径由初始尺寸逐渐扩大,同时在辗压过程中修复轴承内圈的表面质量。工艺流程如下:1.