
啮合部件及用于制造啮合部件的方法.pdf

康平****ng


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

啮合部件及用于制造啮合部件的方法.pdf
本发明涉及一种啮合部件和用于制造啮合部件的方法,该啮合部件包括轮体,该轮体由轮缘包围,其中,轮体在第一轴向区域中包括非圆地构造的区段,该区段与轮缘的相应地成型的区段相连接。
一种啮合部件.pdf
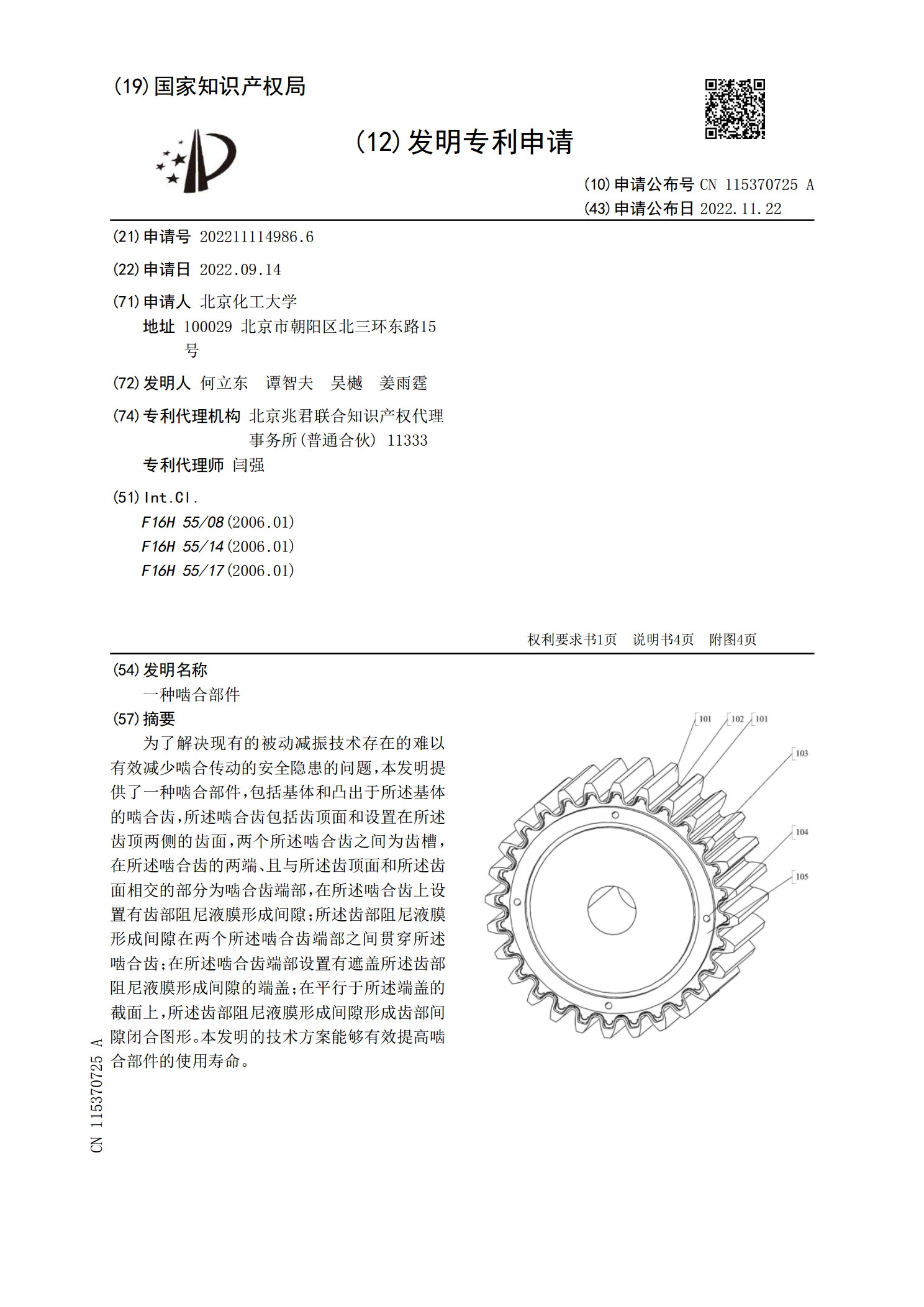
为了解决现有的被动减振技术存在的难以有效减少啮合传动的安全隐患的问题,本发明提供了一种啮合部件,包括基体和凸出于所述基体的啮合齿,所述啮合齿包括齿顶面和设置在所述齿顶两侧的齿面,两个所述啮合齿之间为齿槽,在所述啮合齿的两端、且与所述齿顶面和所述齿面相交的部分为啮合齿端部,在所述啮合齿上设置有齿部阻尼液膜形成间隙;所述齿部阻尼液膜形成间隙在两个所述啮合齿端部之间贯穿所述啮合齿;在所述啮合齿端部设置有遮盖所述齿部阻尼液膜形成间隙的端盖;在平行于所述端盖的截面上,所述齿部阻尼液膜形成间隙形成齿部间隙闭合图形。本

用于制造合成部件的方法及合成部件.pdf
一种制造用于覆盖、密封、修剪或固持车辆组件的合成部件(100)的方法,其中所述合成部件(100)具有带车辆侧面(111)的主体(110)且由第一聚合物制成,及具有被配置为以形状配合的方式啮合且由第二聚合物制成的安装销(130),其中所述第二聚合物具有比所述第一聚合物更高的成型性能,所述方法包括所述主体(110)的挤出成型步骤和所述安装销(130)的注塑成型步骤。以这种方式制造的所述安装销(130)整体地接合到车辆侧面(111)处的主体(110)。
用于制造阀部件的方法以及阀部件.pdf
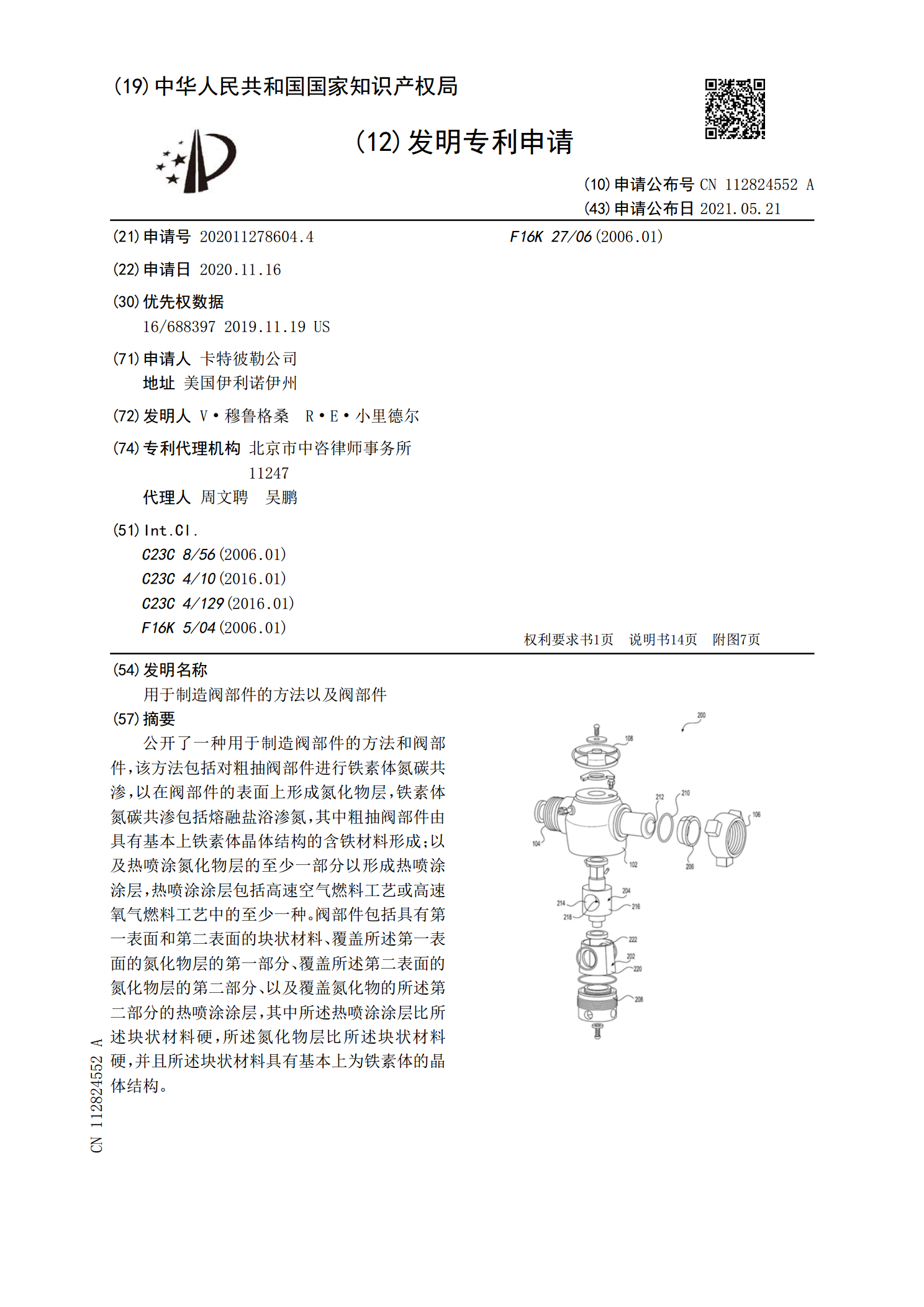
公开了一种用于制造阀部件的方法和阀部件,该方法包括对粗抽阀部件进行铁素体氮碳共渗,以在阀部件的表面上形成氮化物层,铁素体氮碳共渗包括熔融盐浴渗氮,其中粗抽阀部件由具有基本上铁素体晶体结构的含铁材料形成;以及热喷涂氮化物层的至少一部分以形成热喷涂涂层,热喷涂涂层包括高速空气燃料工艺或高速氧气燃料工艺中的至少一种。阀部件包括具有第一表面和第二表面的块状材料、覆盖所述第一表面的氮化物层的第一部分、覆盖所述第二表面的氮化物层的第二部分、以及覆盖氮化物的所述第二部分的热喷涂涂层,其中所述热喷涂涂层比所述块状材料硬,

部件承载件及用于制造部件承载件的方法.pdf
提供了一种部件承载件,包括:(a)具有带有表面轮廓部的主表面的基部结构;(b)形成在基部结构的主表面上并且具有带有第一表面轮廓部的第一主表面的第一电介质层,其中第一主表面对应远离基部结构的主表面,以及其中第一表面轮廓部与基部结构的表面轮廓部相对应;以及(c)形成在第一主表面上并且具有带有第二表面轮廓部的第二主表面的第二电介质层,其中第二主表面对应远离基部结构的主表面,以及其中第二表面轮廓部与所述基部结构的表面轮廓部不同。还提供了一种用于制造这种部件承载件的方法,其中,使用辅助片材将第一电介质层按压到主表面