
锻造车轮快换打号装置.pdf

音景****ka


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锻造车轮快换打号装置.pdf
本发明公开了一种锻造车轮快换打号装置,所述装置主要包括字块(1)、快换块(2)、螺钉(3)、碟簧(4)、伞形块(5)、螺母(6)、安装块(7)、螺钉(8)、厚调整垫板(9)、薄调整垫板(10)、套筒(11)、锁紧头(12)、钢珠(13)、弹簧(14)、楔形销(15)、紧定螺钉(16)和螺钉(17);字块(1)放置于快换块(2)的槽内;锁紧头(12)安装于伞形块(5)上,并与快换块(2)连结在一起,中间放置碟簧(4);套筒(11)安装于安装块(7)的中心孔内,钢珠(13)、弹簧(14)、楔形销(15)按顺序

车轮快换模块.pdf
本发明公开了一种车轮快换模块,包括轮箱,在轮箱的内腔中安装有车轮,车轮的轮轴两端支撑在轮箱的内壁凸圆上,车轮轮毂两边的轮轴上从外到里分别安装有V型密封、轴承及挡水环;在主轮箱顶部通过多个车架固定螺栓及其车架固定螺母与车架连接。本发明装置,固定可靠,运转顺畅,反映良好。对比现有的车轮装置,此车轮模块化设计使得车轮更换更加快捷省时,维护更加方便,车轮寿命增长,并且再也不会出现掉轮现象。

一种车轮快换冲孔模具.pdf
本发明公开了一种车轮快换冲孔模具,包括上大板(1),垫板(2),销钉(3),固定板(4)等,中心冲头(6)、小冲头(5)固定在固定板(4)上,上大板(1)固定在压力机上滑块上。卸料压板(7)与垫板(2)、固定板(4)之间通过卸料弹簧(14)和导向螺栓(15)连接;下模(9)与下模下支撑体(12)通过螺栓连接;导柱(17)和立柱(10)与下大板(11)通过螺栓连接,导套(18)与垫板(2)通过螺栓连接。本发明将固定板与螺栓连接的槽孔位置及尺寸等设置成标准化,根据不同轮型设置上模部分固定板(4)、小冲头(5)
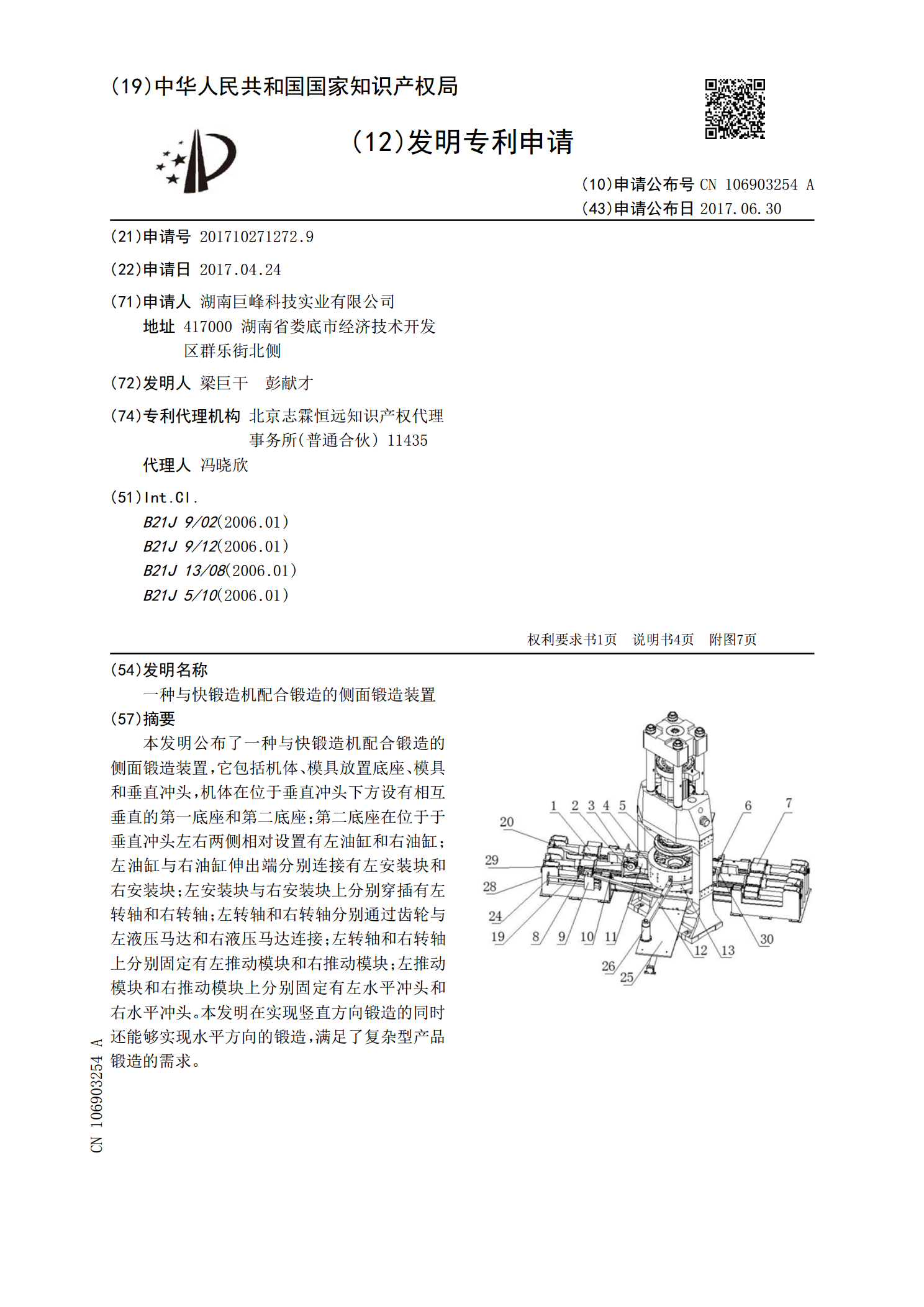
一种与快锻造机配合锻造的侧面锻造装置.pdf
本发明公布了一种与快锻造机配合锻造的侧面锻造装置,它包括机体、模具放置底座、模具和垂直冲头,机体在位于垂直冲头下方设有相互垂直的第一底座和第二底座;第二底座在位于于垂直冲头左右两侧相对设置有左油缸和右油缸;左油缸与右油缸伸出端分别连接有左安装块和右安装块;左安装块与右安装块上分别穿插有左转轴和右转轴;左转轴和右转轴分别通过齿轮与左液压马达和右液压马达连接;左转轴和右转轴上分别固定有左推动模块和右推动模块;左推动模块和右推动模块上分别固定有左水平冲头和右水平冲头。本发明在实现竖直方向锻造的同时还能够实现水平
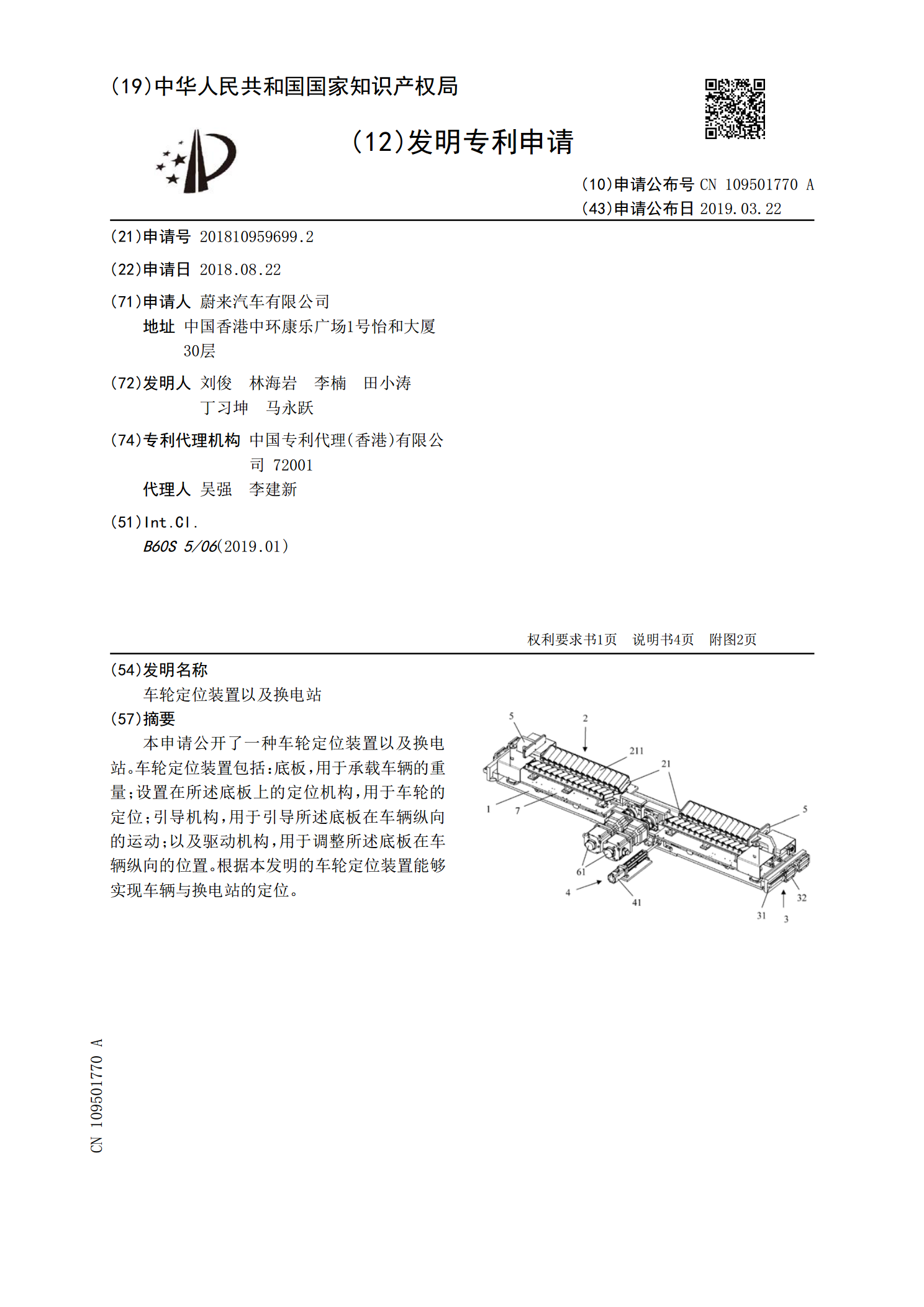
车轮定位装置以及换电站.pdf
本申请公开了一种车轮定位装置以及换电站。车轮定位装置包括:底板,用于承载车辆的重量;设置在所述底板上的定位机构,用于车轮的定位;引导机构,用于引导所述底板在车辆纵向的运动;以及驱动机构,用于调整所述底板在车辆纵向的位置。根据本发明的车轮定位装置能够实现车辆与换电站的定位。