
轮毂通过在线钻孔机的加工方法.pdf

一吃****仕龙


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂通过在线钻孔机的加工方法.pdf
轮毂通过在线钻孔机的加工方法,包括以下步骤:其特征在于:1)铺设两段输送辊道线、2)设光电检测开关、3)设置工件定位机构、4)设置升降内锥压盖、5)刀具主轴旋转、6)设置升降翻转机构、7)输出辊道线送出;本发明让工件串联进入送、出入辊道线,可以对不同的轮型,保证每一个轮毂都以最合理的加工量来加工。工人完全脱离设备,实现自动化无人化操作。减轻了操作工人的劳动强度,节省了人员,降低了轮毂的生产成本。

轮毂通过式在线钻孔机.pdf
一种轮毂通过式在线钻孔机,包括设置在钻孔机设备下部铺设的两段输送辊道线Ⅰ(1)和输送辊道线Ⅱ(2),使辊道线的高度和前后输送线对接上;其特征在于:输送辊道线Ⅰ(1)与进料口相对应,进料口处设置有一组光电检测开关Ⅰ(3);钻孔机设备中部设有刀具主轴(5),所述的刀具主轴(5)的正下方设置一组工件定位机构(4),输送辊道线Ⅱ(2)与出料口相对应,出料口处设置一组光电检测开关Ⅱ(7)。本发明,让工件串联进入输送辊道线,工人完全脱离设备,实现自动化无人化操作。

一种在线式轮毂强制报废钻孔机.pdf
一种在线式轮毂强制报废钻孔机,包括一滚道,滚道的前部设有X光机(21),中间部分设有入料滚道(15)、轮毂压紧机构和机床加工位置滚道(16),后部设有阻挡机构(20)和出料滚道(18),机床加工位置滚道(16)的一侧连接有钻孔机(19),其特征在于:所述的X光机(21)通过滚道上的轮毂(4)进行扫描并将数据反馈给钻孔机(19),指示阻挡机构(20)升起或下降,使合格轮毂进入出料滚道(18),不合格轮毂(4)由钻孔机(19)实行钻孔标识。本发明,通过对报废轮毂进行轮辋钻孔,由机械手或推板将其挑出,不让其在滚
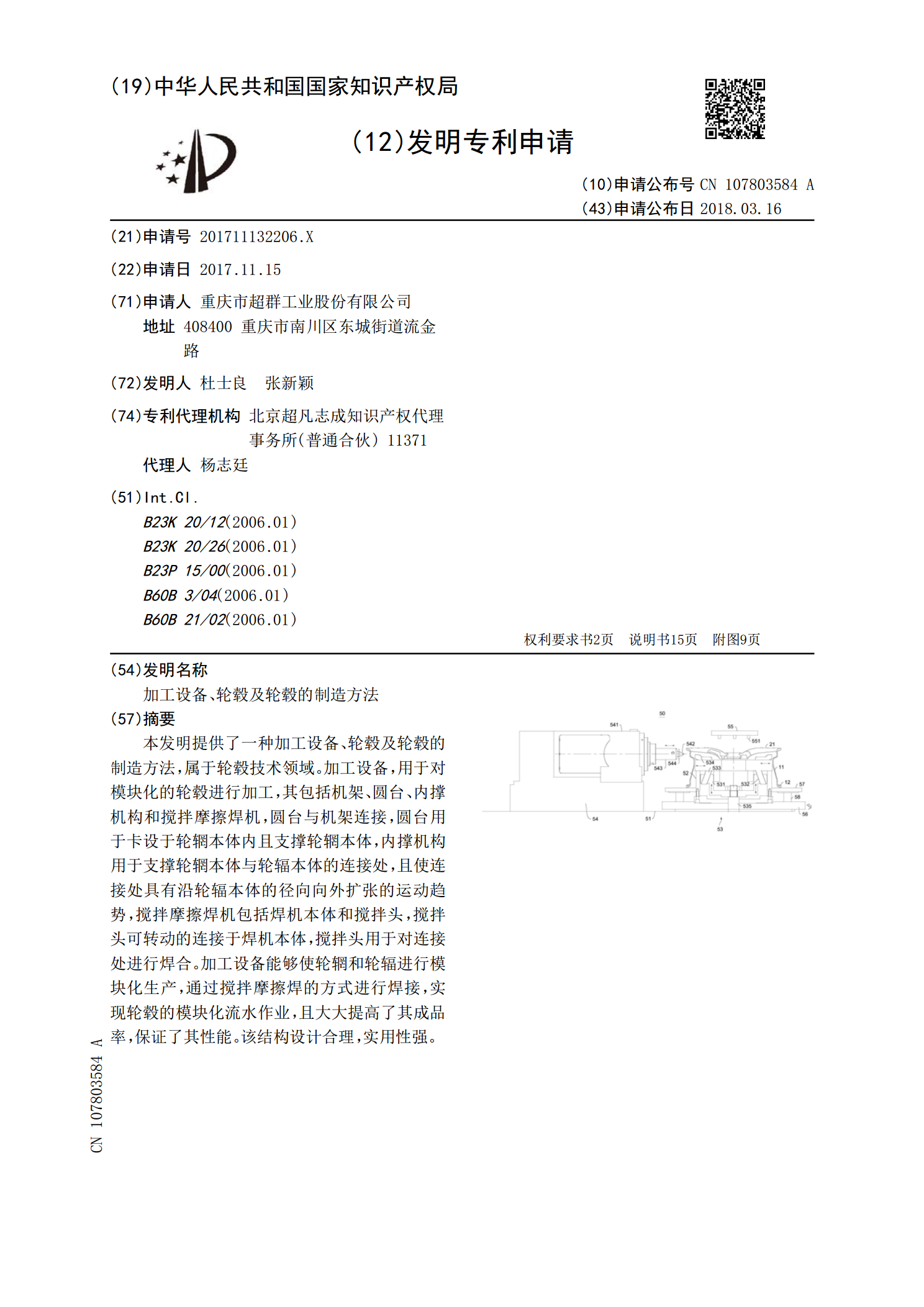
加工设备、轮毂及轮毂的制造方法.pdf
本发明提供了一种加工设备、轮毂及轮毂的制造方法,属于轮毂技术领域。加工设备,用于对模块化的轮毂进行加工,其包括机架、圆台、内撑机构和搅拌摩擦焊机,圆台与机架连接,圆台用于卡设于轮辋本体内且支撑轮辋本体,内撑机构用于支撑轮辋本体与轮辐本体的连接处,且使连接处具有沿轮辐本体的径向向外扩张的运动趋势,搅拌摩擦焊机包括焊机本体和搅拌头,搅拌头可转动的连接于焊机本体,搅拌头用于对连接处进行焊合。加工设备能够使轮辋和轮辐进行模块化生产,通过搅拌摩擦焊的方式进行焊接,实现轮毂的模块化流水作业,且大大提高了其成品率,保证
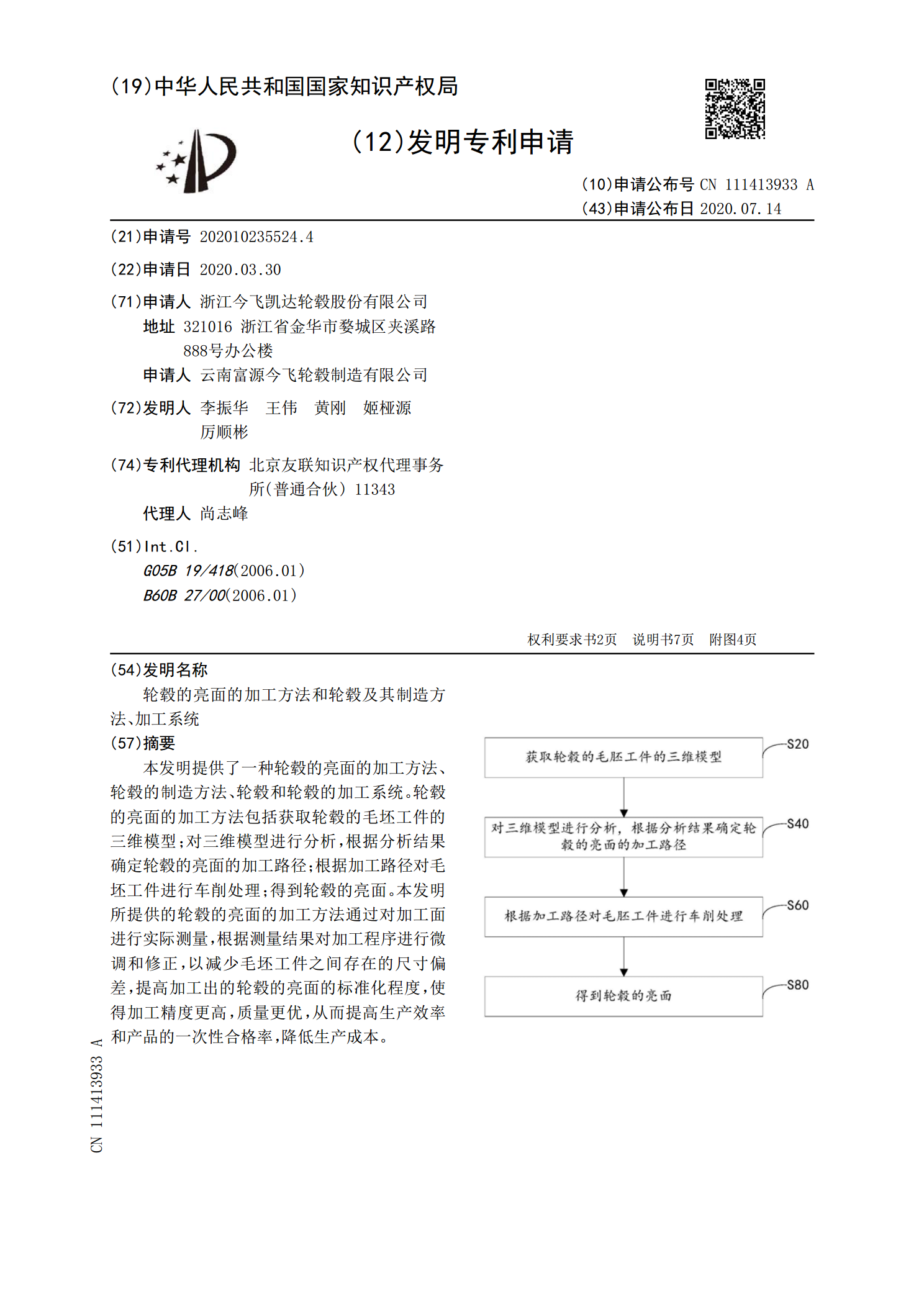
轮毂的亮面的加工方法和轮毂及其制造方法、加工系统.pdf
本发明提供了一种轮毂的亮面的加工方法、轮毂的制造方法、轮毂和轮毂的加工系统。轮毂的亮面的加工方法包括获取轮毂的毛坯工件的三维模型;对三维模型进行分析,根据分析结果确定轮毂的亮面的加工路径;根据加工路径对毛坯工件进行车削处理;得到轮毂的亮面。本发明所提供的轮毂的亮面的加工方法通过对加工面进行实际测量,根据测量结果对加工程序进行微调和修正,以减少毛坯工件之间存在的尺寸偏差,提高加工出的轮毂的亮面的标准化程度,使得加工精度更高,质量更优,从而提高生产效率和产品的一次性合格率,降低生产成本。