
一种快速装夹夹具.pdf

玉怡****文档


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种快速装夹夹具.pdf
本发明公开一种快速装夹夹具,芯轴为五段式阶梯轴结构,从左往右依次为第一、二、三、四和五轴段,其中第三轴段上套装有铜基钢球保持架;压板和盖板均套装在芯轴第四轴段上,压板外圆面的右部设有凸起;盖板位于压板左侧,在盖板中心孔的孔壁上开有凹槽;盖板的中心孔内装有一根压簧,压簧同时在芯轴的第四轴段上,且压簧左端与芯轴的台阶面抵接,而压簧右端与压板的左板面贴合,螺母套装在芯轴的第五轴段上。本发明通过铜基钢球保持架能够有效地实现工件中心孔的孔壁与芯轴之间的间隙,这样就能很好地保证工件的同轴度要求,进而保证产品的加工精度

快速装夹夹具.pdf
本发明公开了一种快速装夹夹具,属于夹具领域。它包括夹具座、左固定块、大螺杆、左夹紧块、右夹紧块、导杆、微调螺杆、右固定块,夹具座上设置有燕尾槽,并在燕尾槽两端设置有左固定块和右固定块,所述的微调螺杆两端均设有螺纹,其一端装配于导杆的螺纹孔中,另一端与右固定块的螺纹相啮合,所述的微调螺杆两端的螺纹旋向相反。本发明解决了现有夹具造成的装夹速度慢、工作效率低、劳动强度高的问题,具有结构简单、设计合理、易于制造的优点。

一种快速装夹的电路板夹具.pdf
一种快速装夹的电路板夹具,包括底座;所述底座设有若干定位块、偏心轮、偏心转轴、活动导向块、定位杆、滑块和线轨,所述定位杆垂直固定在活动导向块,两者中心线构成的平面平行于底座的上端面,所述线轨固定在所述底座;所述定位块设有工件限位部,若干定位块以适应工件形状的排布方式固定在底座,装夹时所述工件限位部与工件的边缘侧壁接触,工件置于若干定位块之间。更好地掌控夹紧力的大小,防止夹紧力过大使得脆性电路板损坏;若干定位块提供的工件限位部对工件的侧壁实现限定,保证夹紧时电路板上受力均匀,防止局部受力不均使电路板损坏。
用于快速装夹活字块的夹具.pdf
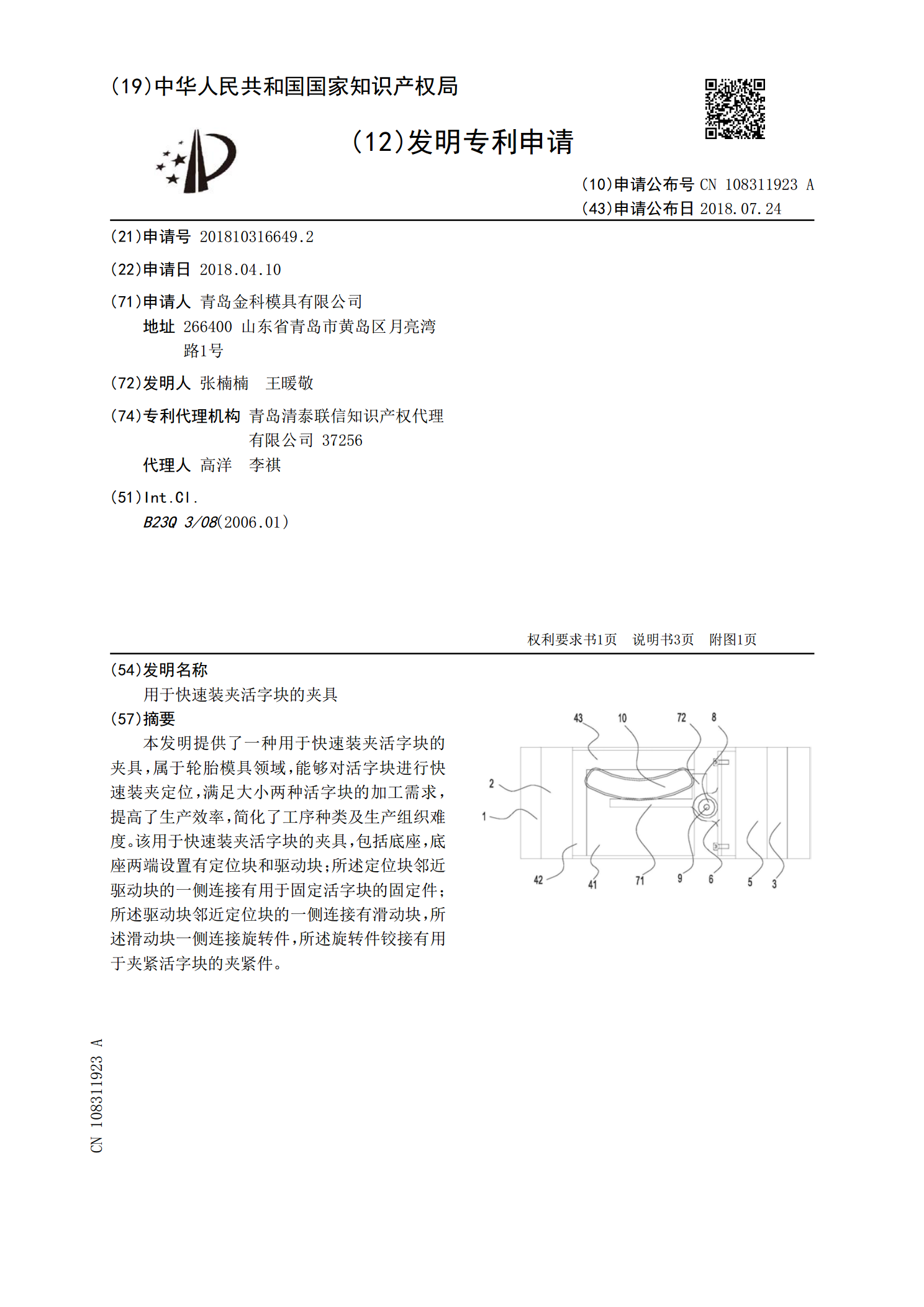
本发明提供了一种用于快速装夹活字块的夹具,属于轮胎模具领域,能够对活字块进行快速装夹定位,满足大小两种活字块的加工需求,提高了生产效率,简化了工序种类及生产组织难度。该用于快速装夹活字块的夹具,包括底座,底座两端设置有定位块和驱动块;所述定位块邻近驱动块的一侧连接有用于固定活字块的固定件;所述驱动块邻近定位块的一侧连接有滑动块,所述滑动块一侧连接旋转件,所述旋转件铰接有用于夹紧活字块的夹紧件。

压力可控型快速装夹夹具.pdf
本发明公开了一种压力可控型快速装夹夹具,属于夹具领域。它包括夹具座、左固定块、大螺杆、左夹紧块、右夹紧块、导杆、微调螺杆、右固定块、刻度盘,夹具座上设置有燕尾槽,并在燕尾槽两端设置有左固定块和右固定块,所述的微调螺杆两端均设有螺纹,其一端装配于导杆的螺纹孔中,另一端与右固定块的螺纹相啮合,所述的微调螺杆两端的螺纹旋向相反,且其右端设置有刻度盘。本发明解决了现有夹具造成的装夹速度慢、夹持力不易控制、工作效率低、劳动强度高的问题,具有结构简单、设计合理、易于制造的优点。