
加工对称垂直底面工件挖槽卡具.pdf

小新****ou


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加工对称垂直底面工件挖槽卡具.pdf
加工对称垂直底面工件挖槽卡具,其属于机械加工卡具领域。锥形芯轴与主轴配合,靠近主轴的一端设有一个螺丝孔,辅助装卸夹具,另一端配有连接设备的圆盘,芯轴定位体固定在圆盘中心;锥形芯轴与芯轴定位体在同一个中心线上,锥形芯轴与芯轴定位体之间的圆盘固定在设备上,与设备主轴配合;工件套在芯轴定位体上,芯轴定位体内部设有螺丝孔,并有圆柱孔、销孔结构,远离圆盘端外径呈六瓣体结构与涨紧椎体配合。实现轴向定位装卡,径向定位加工,一次性加工密封槽、弹簧槽,比在数控设备加工提高效率5倍,质量好,同轴度、椭圆度、垂直度可以提高到0

缸体顶面和底面加工卡具及使用该卡具加工缸体的方法.pdf
本发明属于卡具和卡紧缸体加工的方法技术领域,公开了一种缸体顶面和底面加工卡具及使用该卡具加工缸体的方法。其主要技术特征为:在固定板上设置有相对应的左固定架和右固定架以及定位销、定位面板和辅助支撑油缸;左上料轨道轮和右上料轨道轮分别安装在左上料轨道轮架和右上料轨道轮架上,在左固定架和右固定架上分别设置有左轮架推拉油缸和右轮架推拉油缸以及左轮架滑道和右轮架滑道,左轮架推拉油缸和右轮架推拉油缸的顶杆分别与左上料轨道轮架和右上料轨道轮架连接。可以在一个工位上,采用一次上料、夹紧定位等工序,对缸体的顶面和底面进行加

七、槽类工件的编程与加工.ppt
12345678910111213141516171819
项目三孔槽类工件加工.ppt
数控铣床加工中心加工工艺编程与操作项目描述思考图示工件用所学指令如何加工?用G00、G01一般编程方式加工动画演示用子程序编程方式加工动画演示思考图示工件能否用子程序加工?有没有更为简便的编程方法?这就是我们接下来要学习的内容,孔加工固定循环指令。G代码其中:X、Y:指定孔在X、Y平面中的位置。Z:指定孔底平面的位置。R:指定安全平面的位置。Q:当有间歇进给时,刀具每次加工深度;精镗或反镗孔循环中的径向退刀量。P:指定刀具在孔底的暂停时间,不加小数点,以毫秒(ms)表示。F:孔加工切削进给时的速度。K:指
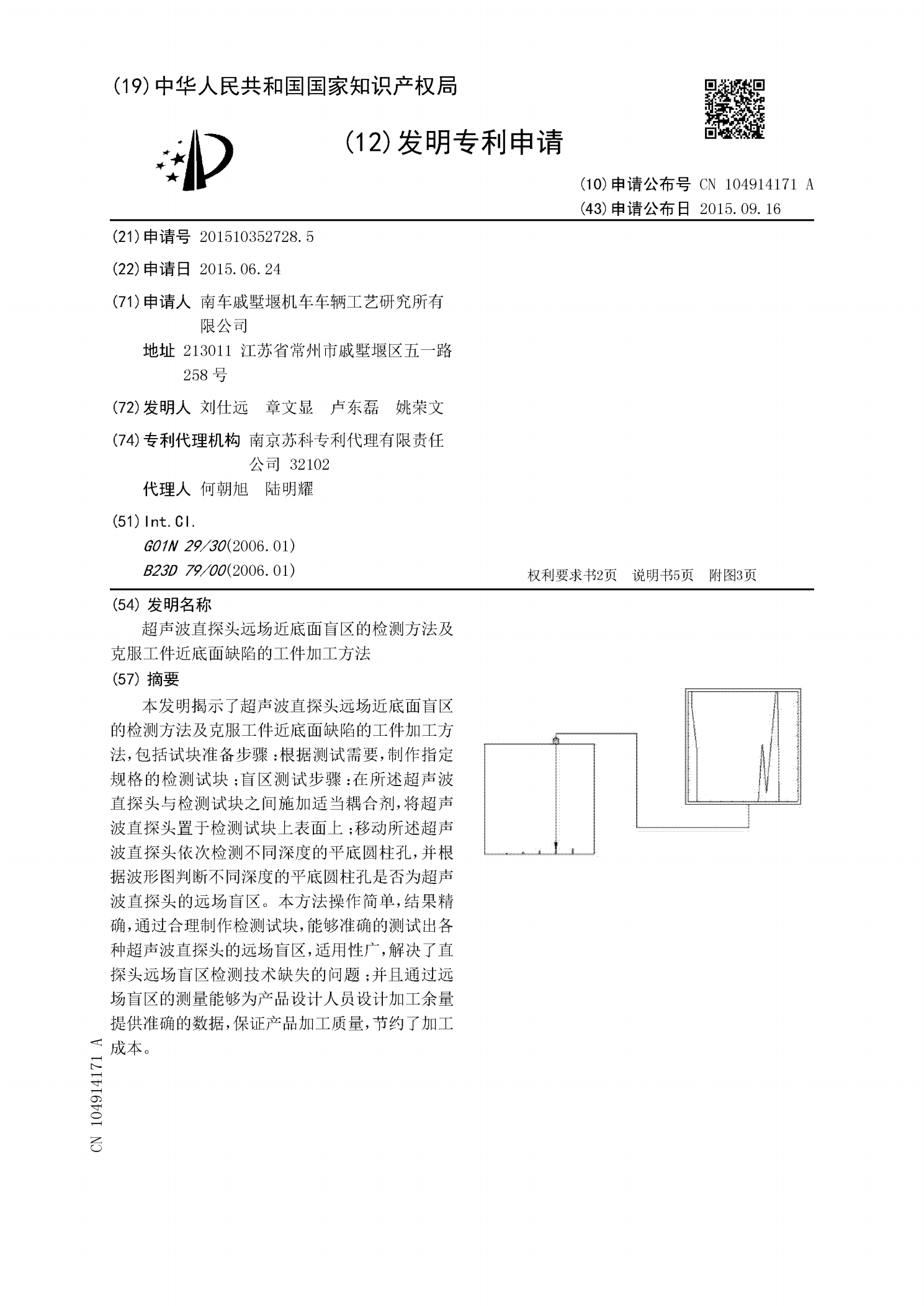
超声波直探头远场近底面盲区的检测方法及克服工件近底面缺陷的工件加工方法.pdf
本发明揭示了超声波直探头远场近底面盲区的检测方法及克服工件近底面缺陷的工件加工方法,包括试块准备步骤:根据测试需要,制作指定规格的检测试块;盲区测试步骤:在所述超声波直探头与检测试块之间施加适当耦合剂,将超声波直探头置于检测试块上表面上;移动所述超声波直探头依次检测不同深度的平底圆柱孔,并根据波形图判断不同深度的平底圆柱孔是否为超声波直探头的远场盲区。本方法操作简单,结果精确,通过合理制作检测试块,能够准确的测试出各种超声波直探头的远场盲区,适用性广,解决了直探头远场盲区检测技术缺失的问题;并且通过远场盲