
空调安装和维修的培训专题培训课件.pptx

阳炎****找我


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共51页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

空调安装和维修的培训专题培训课件.pptx
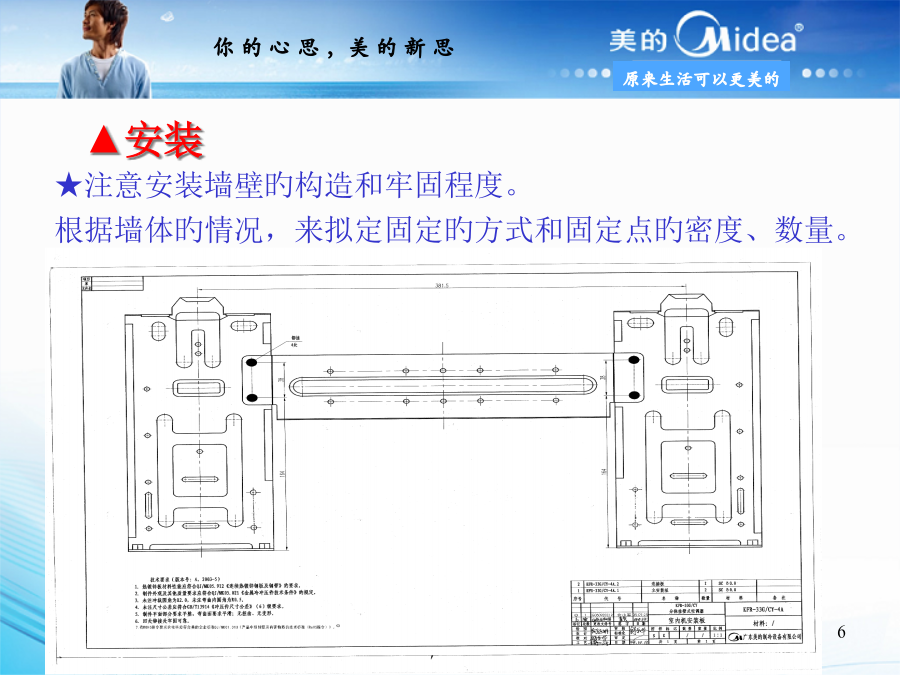
空调安装和维修旳培训第一部分:空调器旳安装规范一、空调安装旳总体规范二、安装前旳准备工作三、内机旳选位和安装▲安装检验要求:四、连接管、连接线、排水管旳材料和安装五、室外机旳选位和安装安装旳要求:其他注意事项:安装问题旳有关图片放置在平面上旳空调未固定连接线放置不规范内机连接管未做保温处理接地线未接墙洞不美观、未封堵底脚没固定底脚未固定未用压线卡固定,无接地线地脚螺丝上反了连接管未做防水弯连接线极其混乱外机安装位置不稳定,为做固定内机连接管连接不合理第二部分:压缩机、四通阀旳维修1、压缩机旳工作原理2、压

空调维修培训课件.ppt
空调维修培训1空调机加氟一、空调缺氟后的现象一、空调缺氟后的现象一、空调缺氟后的现象一、空调缺氟后的现象二、加氟设备:三、“空调补氟”的操作三、“空调补氟”的操作空调加氟方法加氟工具加氟工具双表头压力表与氟管相接黄色工艺管与氟瓶相接拆下空调三通修理阀帽空调器三通阀内置阀蕊空调加氟管内置顶针将蓝色管套上三通阀工艺口这时打开氟瓶阀门并小开双表头低压氟排出氟管与氟表中

空调维修培训课件.ppt
空调维修培训1空调机加氟一、空调缺氟后的现象一、空调缺氟后的现象一、空调缺氟后的现象一、空调缺氟后的现象二、加氟设备:三、“空调补氟”的操作三、“空调补氟”的操作空调加氟方法加氟工具加氟工具双表头压力表与氟管相接黄色工艺管与氟瓶相接拆下空调三通修理阀帽空调器三通阀内置阀蕊空调加氟管内置顶针将蓝色管套上三通阀工艺口这时打开氟瓶阀门并小开双表头低压氟排出氟管与氟表中空气约5秒钟后拧紧加氟管直至顶开三通阀蕊。空调加氟量的判定压力表注解

道岔维修和保养——专题培训课件.ppt
道岔维修和保养——PPT讲座引言道岔作为铁道线路组成部分,由于其自身结构比较复杂,运用条件比较特殊,因此在几何尺寸标准上的要求要比线路苛刻,如维修养护不当极易引发各类病害。特别是在行车速度不断提高,线路结构不断优化发展的今天,道岔设备也在同步发展。各种新型道岔相继上道使用,对于如何贯彻预防为主,防治结合的维修原则,进一步提高道岔维修养护水平,确保行车安全、延长设备使用寿命和维修周期,提升总体经营管理水平是我们养路人必须面对的课题和共同责任。本课件主要以普通单开砼枕道岔为典型范例,着重阐述道岔病害的现场检查
空调维修员培训课件.pptx
空调维修员培训课件目录0102螺丝刀03风扇叶片变形或损坏0405建立维修档案06[感谢观看]