
电阻点焊机工艺参数标定技术研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电阻点焊机工艺参数标定技术研究.docx
电阻点焊机工艺参数标定技术研究电阻点焊机工艺参数标定技术研究摘要:电阻点焊机工艺参数标定是电阻点焊技术中的一项重要工作,标定结果的准确性直接影响到电阻点焊接质量和操作稳定性。本文主要介绍电阻点焊机工艺参数标定的方法和步骤,并探讨了标定过程中常见的问题及其解决方法。关键词:电阻点焊机;工艺参数标定;质量;稳定性一、绪论电阻点焊技术被广泛应用于制造行业,特别是汽车、电子、电器、机械等行业。电阻点焊是将两个或多个金属件通过电流的作用在一定的时间内使接触面产生高温熔融并形成焊点,通过冷却后形成牢固的焊接方法。电阻

电阻焊(以点焊机为主)工艺简介.pdf
沈阳骏瀚焊接设备有限公司业务员培训资料业务员内部培训资料专业生产电阻焊、自动焊。主要产品有:点焊机、对焊机、缝焊机、滚焊机、排焊机、龙门式丝网焊机、中频点焊机等各类阻焊、弧焊非标自动化设备。电话:024-62634271邮箱:syjuntengfa@163.com网址:www.world-welding.com沈阳骏瀚焊接设备有限公司业务员培训资料一、电阻焊——将要焊接的工件置于两电极之间加压,并对焊接处通以电流,利用工件电阻产生的热量加热使其达到局部熔化或达到塑性状态,断电后在压力的继续作用下形成牢固接

旋转激光大空间定位系统的参数标定技术研究.docx
旋转激光大空间定位系统的参数标定技术研究旋转激光大空间定位系统的参数标定技术研究摘要:旋转激光大空间定位系统是一种广泛应用于室内定位与导航领域的技术。本论文对旋转激光大空间定位系统的参数标定技术进行了研究。首先介绍了旋转激光大空间定位系统的基本原理,并对其进行了系统结构分析。然后,详细描述了旋转激光大空间定位系统的参数标定过程,包括旋转中心标定、旋转角速度标定、扫描角度标定、距离平移标定以及系统误差补偿等。最后,通过实际实验验证了参数标定的准确性和可靠性。本研究的结果对于进一步提升旋转激光大空间定位系统的
一种电阻点焊机.pdf
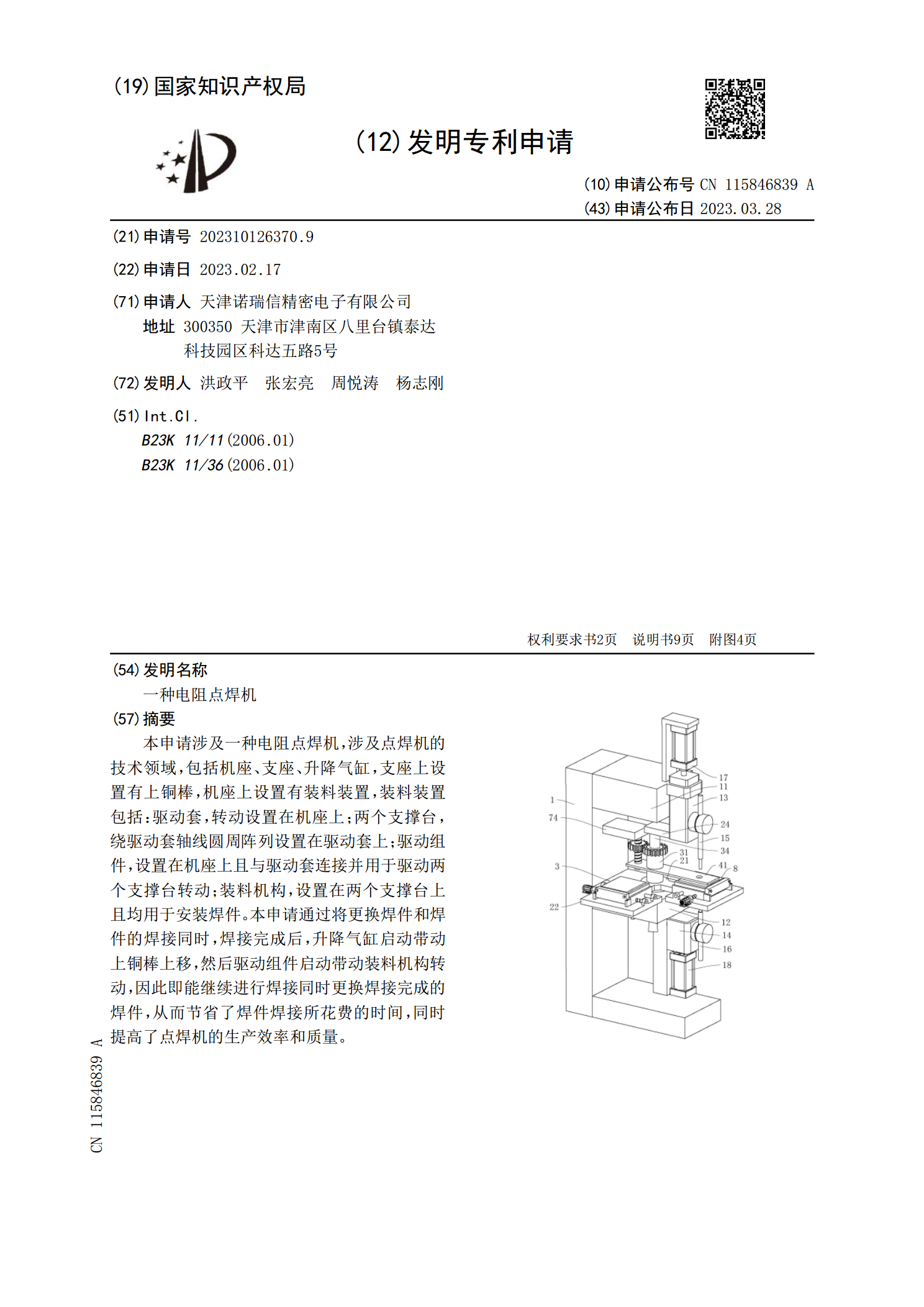
本申请涉及一种电阻点焊机,涉及点焊机的技术领域,包括机座、支座、升降气缸,支座上设置有上铜棒,机座上设置有装料装置,装料装置包括:驱动套,转动设置在机座上;两个支撑台,绕驱动套轴线圆周阵列设置在驱动套上;驱动组件,设置在机座上且与驱动套连接并用于驱动两个支撑台转动;装料机构,设置在两个支撑台上且均用于安装焊件。本申请通过将更换焊件和焊件的焊接同时,焊接完成后,升降气缸启动带动上铜棒上移,然后驱动组件启动带动装料机构转动,因此即能继续进行焊接同时更换焊接完成的焊件,从而节省了焊件焊接所花费的时间,同时提高了

高强钢磁控电阻点焊机理与工艺方法研究的任务书.docx
高强钢磁控电阻点焊机理与工艺方法研究的任务书任务书一、选题背景随着工业技术的不断进步,高强度钢材在工业制造领域得到了广泛应用。然而,由于其物理性质的特殊性,高强度钢材的加工难度较大,特别是在点焊加工过程中容易出现引焊、焊缝掉裂等质量缺陷。为此,对高强度钢磁控电阻点焊机理和工艺方法进行研究,具有重要的理论与应用价值。二、研究目标本研究的主要目标是:1.深入探讨高强度钢磁控电阻点焊机理,分析其热力学效应和微观影响因素,并建立相应的数学模型。2.设计开发适合高强度钢磁控电阻点焊的工艺方法,明确理论指导、实践操作