
台阶套类零件的端面外圆加工方法.pdf

俊英****22


1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

台阶套类零件的端面外圆加工方法.pdf
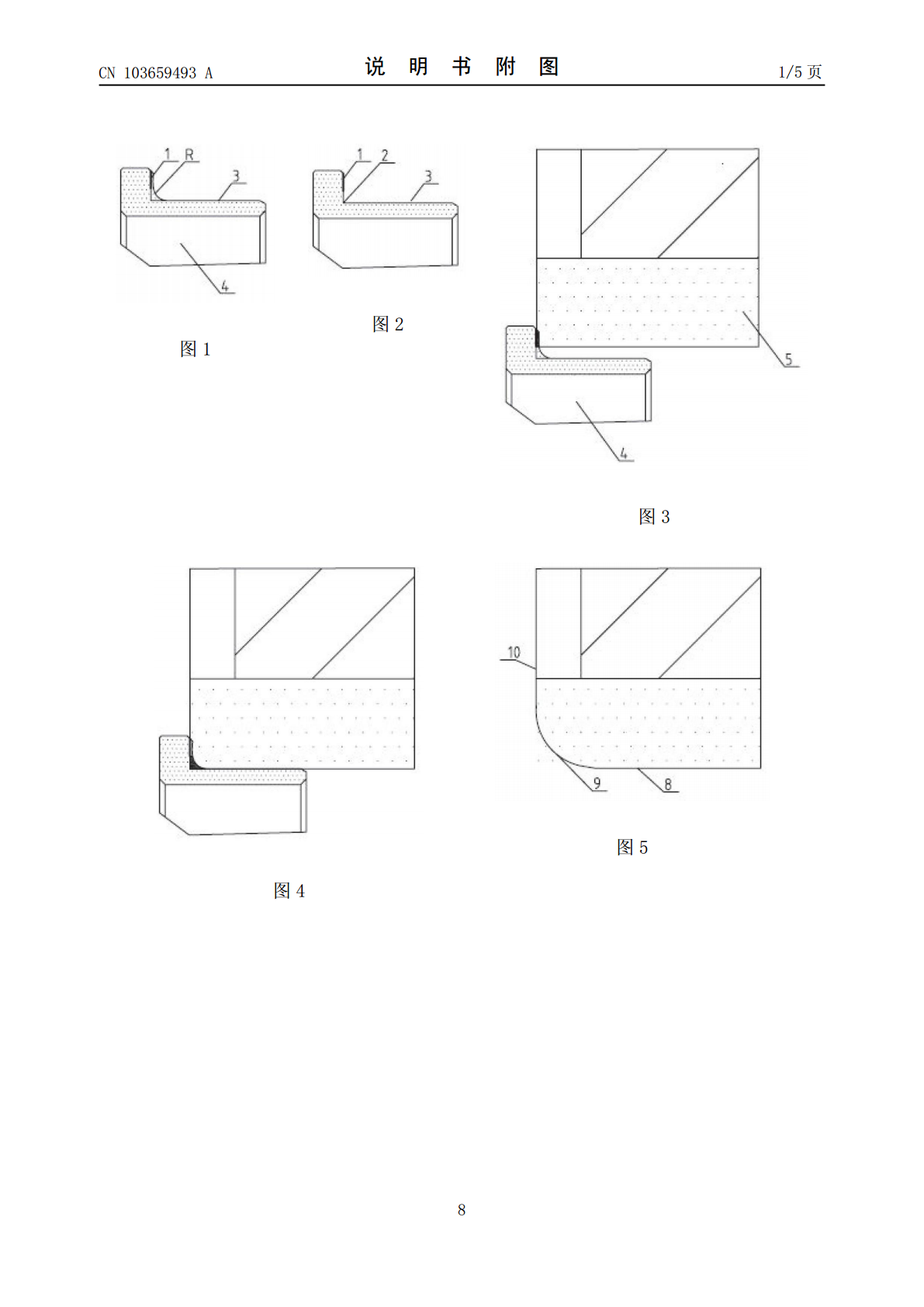
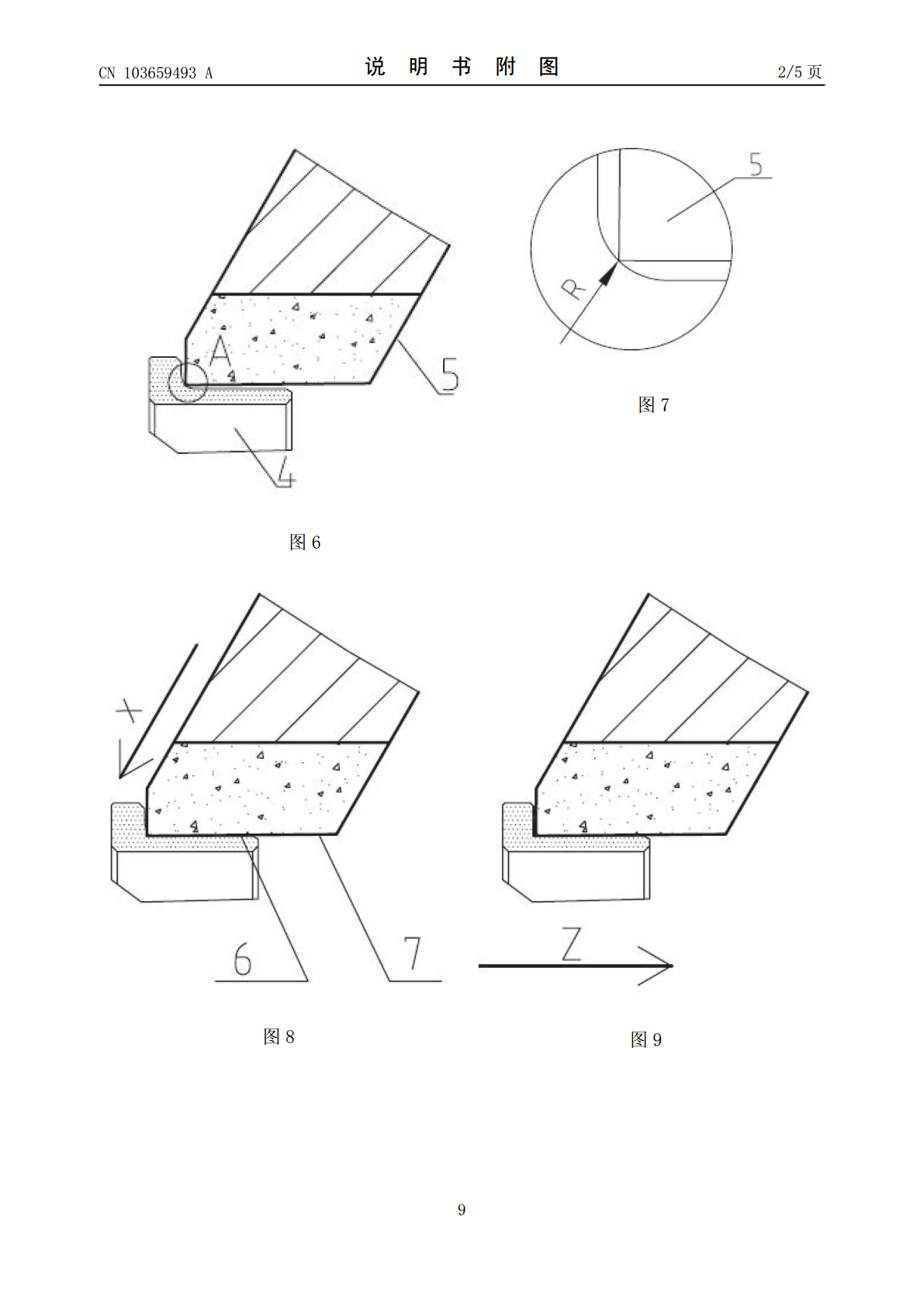
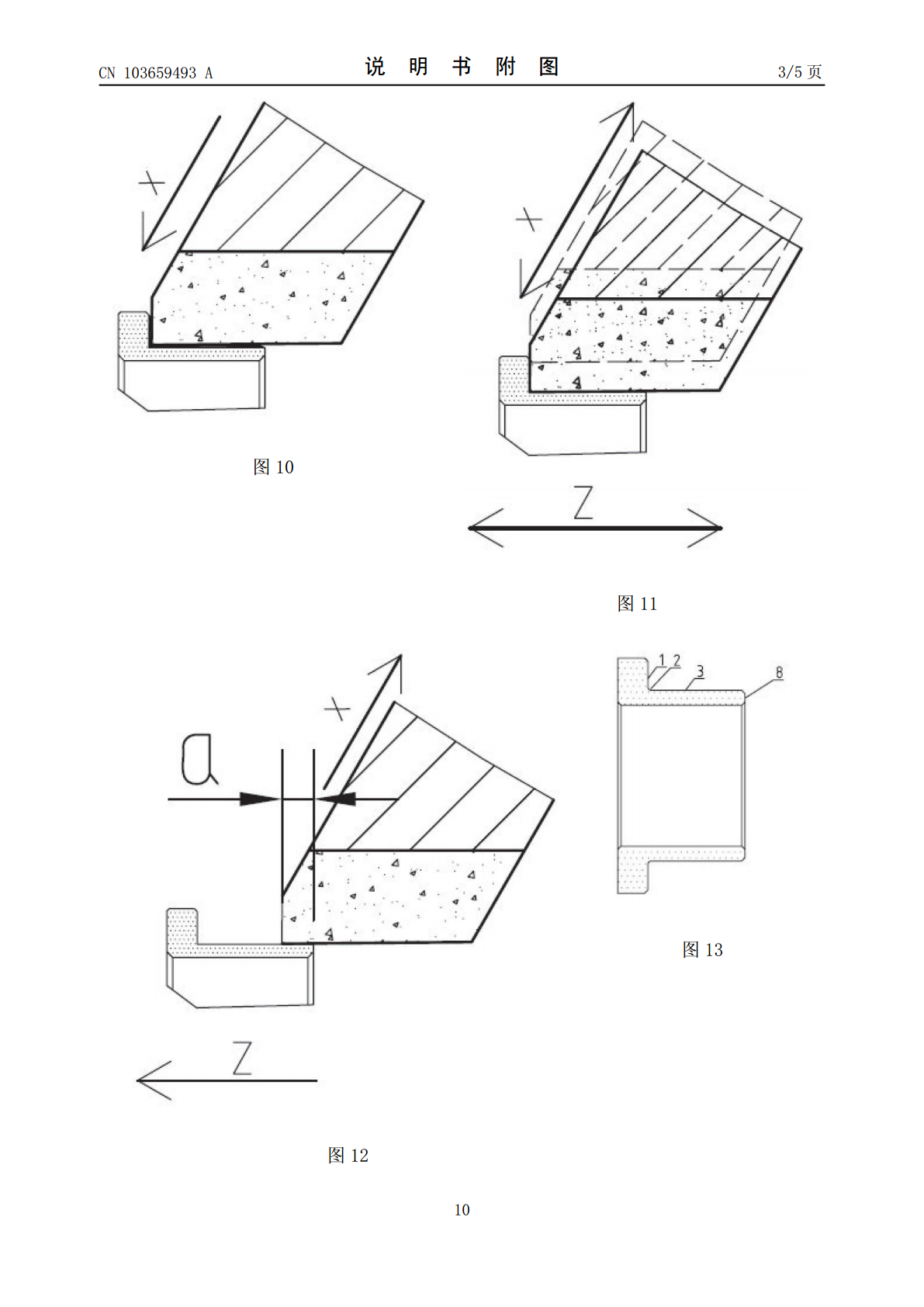
一种台阶套类零件的端面外圆加工方法,包括下述步骤:A、磨床砂轮的尖部与零件台阶R中间部分接触,开始切磨台阶;B、砂轮沿X轴进刀,待砂轮的外圆母线与零件外圆母线接触时,停止进刀;C、零件沿?Z轴开始进刀,至台阶端面切除一定的余量,停止进刀;D、砂轮沿X轴继续进刀,至零件端面与外圆尺寸磨削符合工艺要求;E、X、Z轴联动;?F、加工结束后,砂轮沿X轴回到原处,零件再沿Z轴开始退刀,当退至砂轮的外侧端面距离零件外端面距离为3-5毫米处时,砂轮沿X轴退刀。采用本发明方法,可以延长砂轮的修整间隔,并且有效提高零件加工

外圆端面台阶的车削.pptx
外圆端面(duānmiàn)台阶的车削任务(rènwu)一:车削基础知识二.金属切削(qiēxiāo)的过程切屑的类型2.积屑瘤的形成以及(yǐjí)对加工的影响与预防措施3.切削(qiēxiāo)力、切削(qiēxiāo)热与切削(qiēxiāo)温度(2)切削(qiēxiāo)热与切削(qiēxiāo)温度4.刀具的磨损(mósǔn)与刀具的寿命在生产(shēngchǎn)中较常见的是后刀面的磨损,也是常说的刀具磨损。后刀面的磨损量VB和切削时间之间的关系可用图3-9表示。一般可分为三个阶段(表3-3

外圆、端面、台阶的车削工艺说课稿.doc
--《端面、外圆、台阶的加工》说课稿各位老师、各位评委:你们好!现在我向大家讲述实训项目《端面、外圆、台阶加工》的教学设计思路。下面,我将从教学指导思想、教材分析、学情分析、实训的方法、实训程序设计和实训效果分析六个方面,对实训项目进行说课。一、教学指导思想:1.本节课注重体现职业教育专业实训课教学的理念,以学生就业为导向,以企业用人标准为依据。在专业知识安排上,坚持必须、实用、够用的原则。2.严格执行学校增加实训量的教学要求,加强了技能训练的力度,特别是加强基本技能与核心技能的训练。在教

外圆端面台阶的车削优秀PPT.ppt
知识目标◎了解车削加工时切削用量的选择原则。◎了解金属车削的过程。◎基本掌握车削过程中表面质量控制方法。◎了解车刀切削时磨损的原因与刀具的寿命。技能目标◎掌握试切法与试测法控制外圆尺寸的方法。◎熟练掌握工件的找正方法。◎掌握车削台阶的方法。◎掌握尺寸的正确测量。任务一:车削基础知识任务二:外圆、端面、台阶的车削任务一:车削基础知识二.金属切削的过程切屑的类型在生产中较常见的是后刀面的磨损,也是常说的刀具磨损。半精车、精车选择切削用量的总体原则:以应以保证加工质量为主,同时考虑生产率和车刀使用寿命。c)振纹

外圆、台阶加工.doc
罗江职教中心教师备课教案(首页)学科车工实训授课内容第2章车外圆第4节外圆、端面、台阶加工授课时数课型实训教具机床、量具、授课班级与时间教学目的1、掌握手动、和机动进给车削外圆、端面的方法。2、掌握外圆、台阶、端面的尺寸控制方法。教学重点与难点重点:手动、机动进给加工方法。难点:尺寸、精度和表面粗糙度的控制方法。提问设计1、加工外圆和端面使用哪几种车刀?2、精车外圆时、如何控制尺寸?作业布置练习题目手动、机动、车外圆、端面、台阶。预习内容课题项目3:车削套类工件学生学习状态知识与技能基础同学们能够正确掌握