
顶压夹具及具有其的机床.pdf

小凌****甜蜜


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

顶压夹具及具有其的机床.pdf
本发明提供了一种顶压夹具及具有其的机床。根据本发明的顶压夹具,包括托板,托板上设置有多个直角支撑部,托板上还设置有与直角支撑部配合的压块。根据本发明的顶压夹具及具有其的机床,通过在托板上设置直角支撑部和压块,使待加工工件紧贴在直角支撑部的直角面面上,从而不用校表即可保证待加工工件具有精确的位置角度。定位好待加工工件后,将托板连同待加工工件一起固定在机床上,再对待加工工件进行加工。同时,另一块托板再进行待加工工件定位,以此轮流进行,加工完一件即可更换另一件,有效地节约装夹时间,提高加工效率。

用于机床的夹具组件以及具有夹具组件的机床.pdf
本发明提出了一种用于机床(1)的夹具组件(4),其中,机床(1)具有用于加工工件(3)的刀具(2),夹具组件具有夹具(5),其中,夹具(5)具有用于与机床(1)联接的机器接口(9)和用于容纳工件(3)的工件接口(8),夹具组件还具有传感器组件(6),其中,传感器组件(6)被构造成接收刀具(2)的振动作为传感器数据,并且夹具组件还具有用于接收传感器组件(6)的传感器数据的控制装置(7),其中,夹具(5)具有至少一个布置在夹具(5)上的致动器(10),其中,控制装置(7)被构造成基于传感器数据来驱控至少一个致

机床夹具的组成和其分类.pptx
第二节机床夹具旳构成及其分类一、机床夹具旳构成一、机床夹具旳构成一、机床夹具旳构成一、机床夹具旳构成一、机床夹具旳构成一、机床夹具旳构成二、机床夹具旳分类二、机床夹具旳分类二、机床夹具旳分类二、机床夹具旳分类二、机床夹具旳分类第一类:基础件
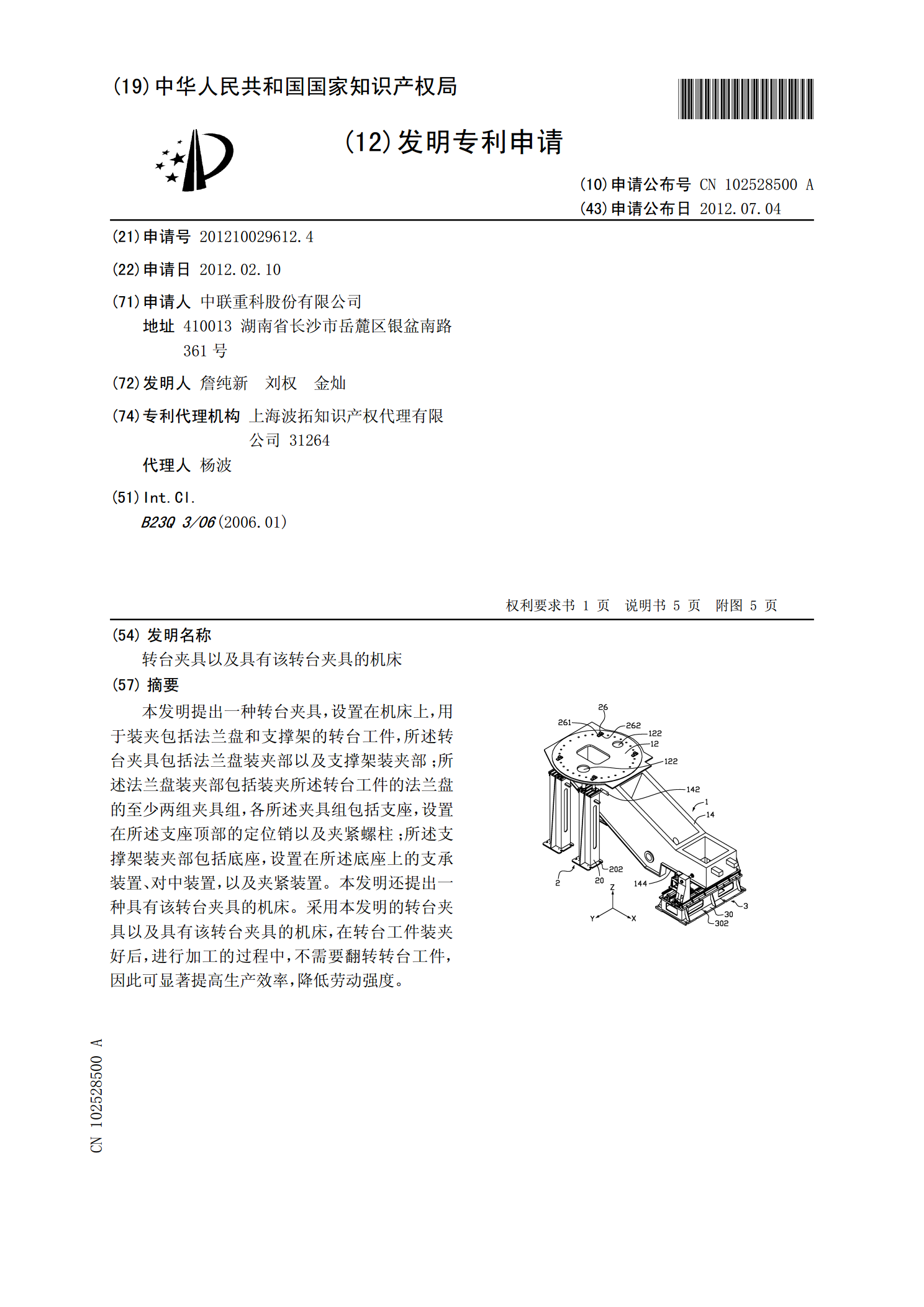
转台夹具以及具有该转台夹具的机床.pdf
本发明提出一种转台夹具,设置在机床上,用于装夹包括法兰盘和支撑架的转台工件,所述转台夹具包括法兰盘装夹部以及支撑架装夹部;所述法兰盘装夹部包括装夹所述转台工件的法兰盘的至少两组夹具组,各所述夹具组包括支座,设置在所述支座顶部的定位销以及夹紧螺柱;所述支撑架装夹部包括底座,设置在所述底座上的支承装置、对中装置,以及夹紧装置。本发明还提出一种具有该转台夹具的机床。采用本发明的转台夹具以及具有该转台夹具的机床,在转台工件装夹好后,进行加工的过程中,不需要翻转转台工件,因此可显著提高生产效率,降低劳动强度。
GB-T2228-91机床夹具零件及部件顶压支承.pdf