
工件内、外浅止口直径的测量方法.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工件内、外浅止口直径的测量方法.docx
工件内、外浅止口直径的测量方法引言在工业制造过程中,尤其是机械制造中,测量是一个必不可少的环节。而测量的精确性直接影响到产品的质量和市场竞争力。其中测量工件内、外浅止口直径的方法,是测量受到关注的一项内容。本篇论文将介绍工件内、外浅止口直径的测量方法,包括什么是内、外浅止口直径,为什么要测量它们,以及不同的测量方法。其次,将介绍测量工件内、外浅止口直径时需要注意的事项,如测量精度、测量角度、仪器选择等。最后,我们将探讨现代技术在测量方面的应用,以及未来可能的发展方向。内外浅止口直径的定义所谓浅止口是指工件

零件内外浅止口直径的测量方法.docx
零件内外浅止口直径的测量方法标题:零件内外浅止口直径的测量方法引言:在制造业中,测量是不可或缺的一个环节。特别是对于零件内外浅止口直径的测量,由于其特殊性和重要性,需要借助一些特殊的测量方法和工具。本文将探讨一些常用且有效的零件内外浅止口直径测量方法,包括测量工具和测量原理,并对其进行比较和评估。一、测量工具:1.千分尺:千分尺是一种精确测量工具,通过马尾轴扳动尺杆,可得到零件内外浅止口直径的测量值。采用千分尺测量的优点是测量精度高,可靠性好。然而,千分尺的使用需要经验丰富的操作人员,并且需要仔细处理测量
塑性金属零件外止口结构直径修复方法.pdf
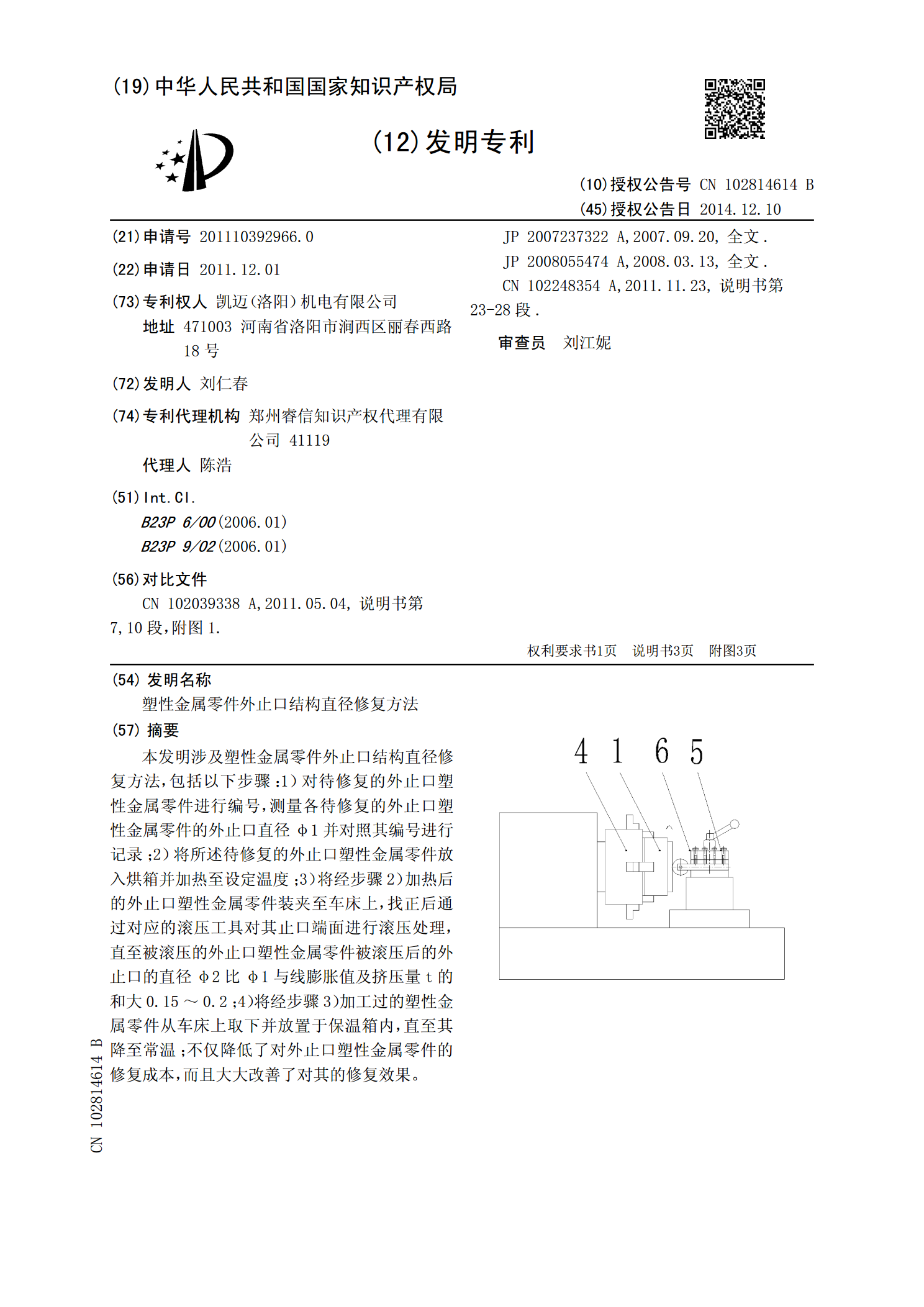
本发明涉及塑性金属零件外止口结构直径修复方法,包括以下步骤:1)对待修复的外止口塑性金属零件进行编号,测量各待修复的外止口塑性金属零件的外止口直径φ1并对照其编号进行记录;2)将所述待修复的外止口塑性金属零件放入烘箱并加热至设定温度;3)将经步骤2)加热后的外止口塑性金属零件装夹至车床上,找正后通过对应的滚压工具对其止口端面进行滚压处理,直至被滚压的外止口塑性金属零件被滚压后的外止口的直径φ2比φ1与线膨胀值及挤压量t的和大0.15~0.2;4)将经步骤3)加工过的塑性金属零件从车床上取下并放置于保温箱内

塑性金属零件内止口结构直径修复方法.pdf
本发明涉及塑性金属零件内止口结构直径修复方法,包括以下步骤:1)对待修复的内止口塑性金属零件进行编号,测量各待修复的内止口塑性金属零件的内止口直径φ1并对照其编号进行记录;2)将所述待修复的内止口塑性金属零件放入烘箱并加热至设定温度;3)将经步骤2)加热后的内止口塑性金属零件装夹至车床上,找正后通过对应的滚压工具对其止口端面进行滚压处理,直至被滚压的内止口塑性金属零件被滚压后的内止口的直径φ2比φ1与线膨胀值及挤压量t的和大0.15~0.2;4)将经步骤3)加工过的塑性金属零件从车床上取下并放置于保温箱内

法兰内侧止口底面的加工及测量方法.docx
法兰内侧止口底面的加工及测量方法法兰是一种常用的连接和密封元件,广泛应用于各种机械设备和管道系统中。为了确保法兰的连接和密封性能,必须对其进行精确的加工和测量。本文将以法兰内侧止口底面的加工及测量方法为题,探讨其技术要点和实施步骤。一、法兰内侧止口底面的加工方法法兰内侧止口底面的加工方法主要包括机加工和磨削两种方式。1.机加工机加工是指使用机床进行切削加工的方法。一般情况下,法兰内侧止口底面的加工可以采用铣床、车床或加工中心等设备。(1)铣床加工铣床是一种常用的切削设备,能够实现多种形状和尺寸的加工。在加