
复杂空心涡轮叶片精铸蜡模陶芯软芯撑定位技术.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

复杂空心涡轮叶片精铸蜡模陶芯软芯撑定位技术.docx
复杂空心涡轮叶片精铸蜡模陶芯软芯撑定位技术复杂空心涡轮叶片精铸蜡模陶芯软芯撑定位技术摘要:在复杂空心涡轮叶片的精密铸造过程中,蜡模和陶芯的定位技术是非常重要的环节。本文结合实际生产经验,探讨了一种软芯撑定位技术,以提高复杂空心涡轮叶片的铸造质量和生产效率。关键词:复杂空心涡轮叶片;蜡模;陶芯;软芯撑;定位技术1.引言复杂空心涡轮叶片是航空发动机等高端装备中的重要组件,其精密铸造是实现其高质量、高性能的关键。在精密铸造过程中,蜡模和陶芯的准确定位是确保叶片铸件尺寸精度和内部结构完整性的关键环节。因此,研究改
涡轮叶片陶芯软芯撑加工方法.pdf
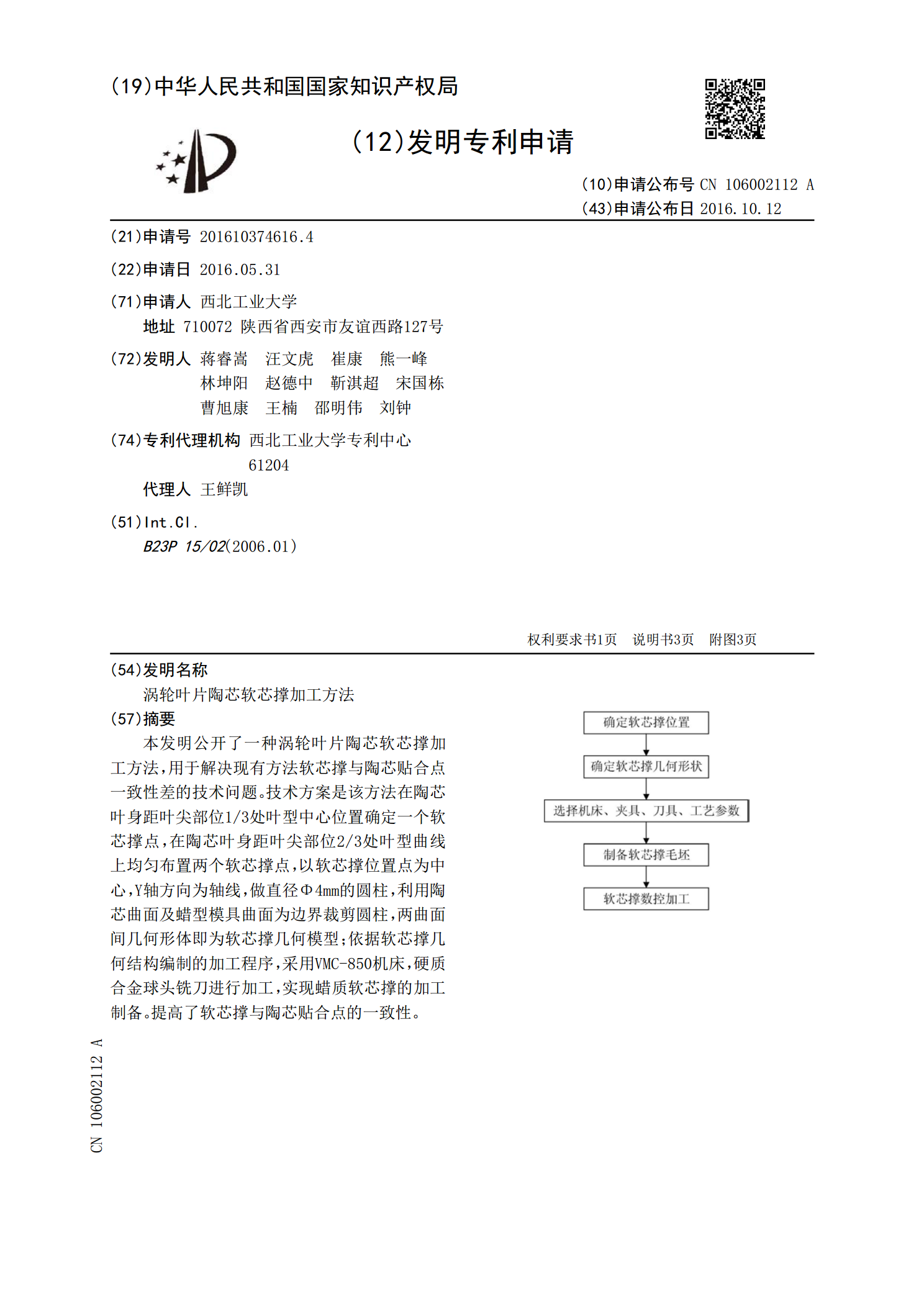
本发明公开了一种涡轮叶片陶芯软芯撑加工方法,用于解决现有方法软芯撑与陶芯贴合点一致性差的技术问题。技术方案是该方法在陶芯叶身距叶尖部位1/3处叶型中心位置确定一个软芯撑点,在陶芯叶身距叶尖部位2/3处叶型曲线上均匀布置两个软芯撑点,以软芯撑位置点为中心,Y轴方向为轴线,做直径Φ4mm的圆柱,利用陶芯曲面及蜡型模具曲面为边界裁剪圆柱,两曲面间几何形体即为软芯撑几何模型;依据软芯撑几何结构编制的加工程序,采用VMC‑850机床,硬质合金球头铣刀进行加工,实现蜡质软芯撑的加工制备。提高了软芯撑与陶芯贴合点的一致

空心涡轮叶片精铸蜡型陶芯定位元件尺寸计算方法.docx
空心涡轮叶片精铸蜡型陶芯定位元件尺寸计算方法AbstractTheprecisioncastingofhollowturbinebladesisoneofthekeymanufacturingprocessesintheproductionofgasturbineengines.Theuseofceramiccoresinthecastingprocessisanindispensablemethodtoachievethegeometricaccuracyanddimensionalrequiremen

涡轮叶片精铸蜡型陶芯定位布局优化求解算法研究.docx
涡轮叶片精铸蜡型陶芯定位布局优化求解算法研究涡轮是一种常用的转子,它可以将流体的动能转换为机械能,用于提供动力或产生压力。在涡轮的运行过程中,叶片是起着关键作用的部件之一。为了提升叶片的性能和耐久度,现在很多涡轮叶片采用了精铸技术制造。而在精铸过程中,蜡型陶芯定位布局是一个重要的环节,其优化对涡轮叶片的制造质量和效率具有重要意义。本文主要研究涡轮叶片精铸蜡型陶芯定位布局的优化求解算法。首先,对涡轮叶片的制造过程进行了简要介绍。然后,详细从蜡型陶芯的制备和定位布局两个方面入手,分析了目前存在的问题和优化的可

一种实现陶芯自动夹持的空心涡轮叶片精铸蜡型模具.pdf
本发明公开一种实现陶芯自动夹持的空心涡轮叶片精铸蜡型模具,包括上模、下模、陶芯和控制系统,上模与下模在合模后形成模具型腔,陶芯设置于模具型腔内;上模的上底面上固定有三个驱动单元,每个驱动单元连接一夹紧元件,上模的上底面开设有通向模具型腔的夹紧孔;下模上开设有六个定位孔,定位孔与模具型腔连通,通过安装于每个定位孔内的定位元件将陶芯进行定位。本发明每一个驱动单元均受控制系统的独立控制,采用控制系统控制驱动单元带动夹紧元件动作,解决夹紧元件与陶芯接触不同步的问题,消除陶芯夹持过程中与夹紧元件之间预留装配间隙,提