
一种接长钻头加工方法.pdf

是向****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种接长钻头加工方法.pdf
一种接长钻头加工方法,属于机械加工领域;为了解决现有工艺方案无法满足钻头同轴度,进而提供一种接长钻头加工方法;采用焊套将直柄麻花钻头与刀杆焊接为一体,然后车掉焊接辅助部件焊套;磨削接长钻头刃部外圆和锥柄;在刀具磨床磨削118°切削锥角及其后角;本发明由于采用标准直柄麻花钻头与刀杆焊接型式,减少了铣削钻头沟槽的应力及变形;优选了切削参数,在保证加工精度的前提下,最大限度提高加工效率;优化了焊接工艺方案及焊接参数,使得该接长钻头具有足够的钻头强度和合格的同轴度,满足使用要求。

一种焊接式接长钻头的加工方法.pdf
一种焊接式接长钻头的加工方法,方法:一、车床上加工钻头的主体段、锥体段和辅助头;二、车床上加工接长杆的连接段、空刀段、锥柄段、过渡段和扁尾;三、卧式铣床上铣削钻头的沟槽和齿背;四、卧式铣床上铣削扁尾和腰孔;五、在外圆磨床上磨削钻头的锥体段;六、在车床上车削锥孔;七、钳工钻排气孔达图纸要求尺寸;八、将钻头与接长杆焊接一体成接长钻头,焊接后去除焊接应力;九、利用研磨机对接长钻头两端中心孔进行研磨;十、磨削接长钻头的刃外圆达图纸尺寸,磨削锥柄段达莫氏4锥柄的标准尺寸;十一、粗、精磨接长钻切削锋角和后角;十二、在

大直径接长钻头加工方法的改进.docx
大直径接长钻头加工方法的改进标题:大直径接长钻头加工方法的改进摘要:大直径接长钻头加工是一项高难度的任务,在航空、汽车、船舶等领域中具有广泛的应用。然而,由于其特殊的工作环境和复杂的工作要求,传统的加工方法在面临大直径接长钻头加工时存在一定的困难。本论文将介绍当前大直径接长钻头加工方法的痛点,探讨现有的改进方案,并提出一种创新的改进方法,旨在提高加工质量和效率,减少生产成本。一、简介大直径接长钻头加工应用广泛,但也面临一些瓶颈问题。目前,传统的加工方法在面对大直径、特殊材料的接长钻头时存在以下问题:加工质

小直径钻头的一种接长方法.docx
小直径钻头的一种接长方法标题:小直径钻头接长方法的探讨与研究摘要:随着工业领域的发展,对精密加工的需求越来越高。小直径钻头广泛应用于微电子、医疗器械、光学仪器等领域。然而,小直径钻头常常因其长度限制无法适应某些工作任务。因此,本文通过研究小直径钻头接长方法,以期提供一种可行解决方案。第一章引言1.1研究背景近年来,微加工领域的快速发展对加工工具提出了更高的要求,特别是小直径钻头。然而,小直径钻头的长度限制使其难以应对某些工作要求。因此,研究小直径钻头的接长方法,对于扩大其应用范围具有重要意义。1.2研究目
一种用于加工深孔的焊接式接长铰刀及其加工方法.pdf
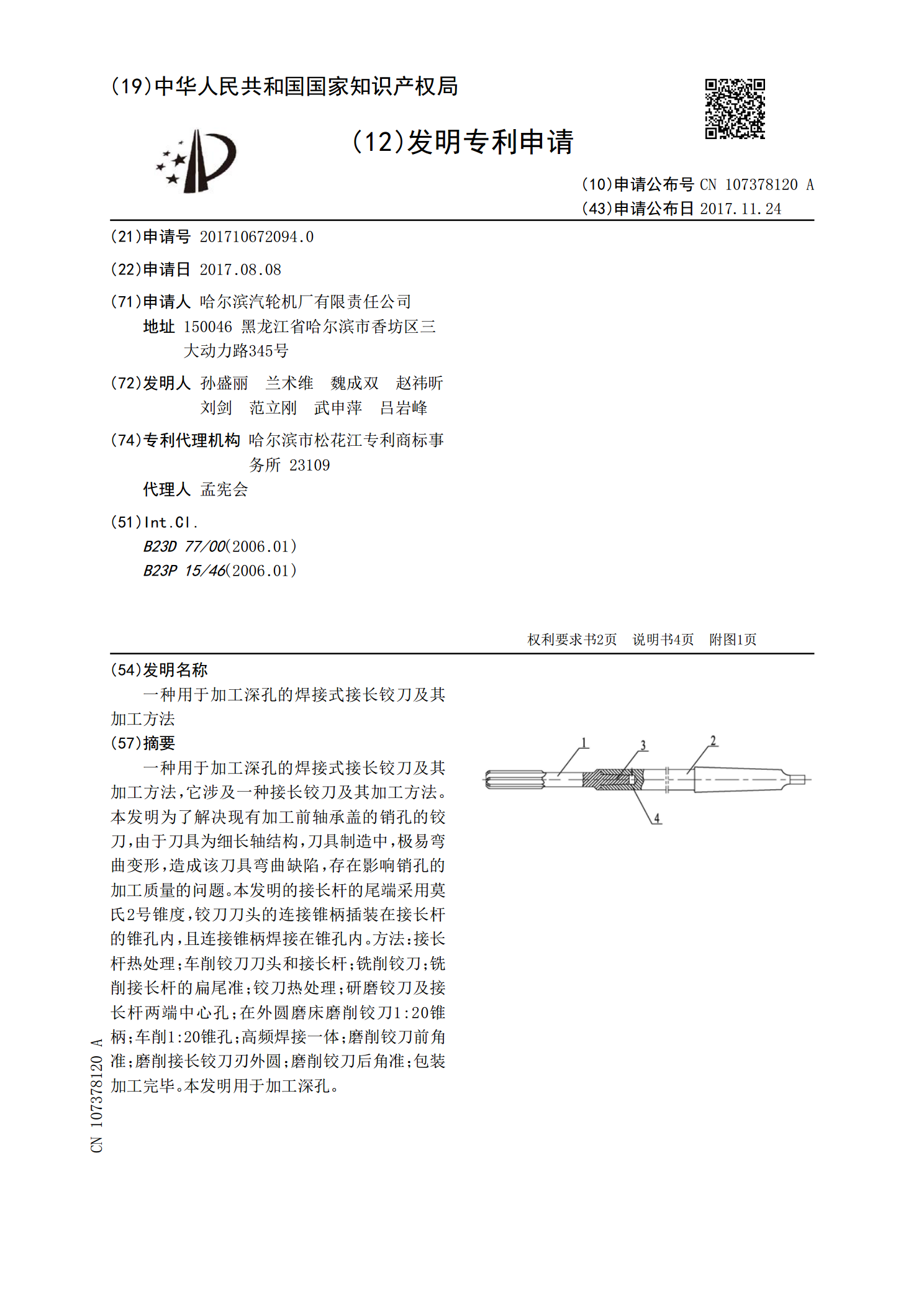
一种用于加工深孔的焊接式接长铰刀及其加工方法,它涉及一种接长铰刀及其加工方法。本发明为了解决现有加工前轴承盖的销孔的铰刀,由于刀具为细长轴结构,刀具制造中,极易弯曲变形,造成该刀具弯曲缺陷,存在影响销孔的加工质量的问题。本发明的接长杆的尾端采用莫氏2号锥度,铰刀刀头的连接锥柄插装在接长杆的锥孔内,且连接锥柄焊接在锥孔内。方法:接长杆热处理;车削铰刀刀头和接长杆;铣削铰刀;铣削接长杆的扁尾准;铰刀热处理;研磨铰刀及接长杆两端中心孔;在外圆磨床磨削铰刀1:20锥柄;车削1:20锥孔;高频焊接一体;磨削铰刀前角