
TC4钛合金薄板T型接头激光焊接工艺研究.pdf

波峻****99


1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

TC4钛合金薄板T型接头激光焊接工艺研究.docx
TC4钛合金薄板T型接头激光焊接工艺研究TC4钛合金薄板T型接头激光焊接工艺研究摘要:钛合金具有高强度、低密度、优良的耐腐蚀性及高温强度等优点,因此在航空航天、医疗、造船等领域得到广泛应用。而在钛合金加工领域,激光焊接因为具有焊接速度快、热影响区小、接头形状灵活等优点而备受关注。针对TC4钛合金薄板T型接头的焊接问题,本文研究了激光焊接的工艺参数对接头微观组织和力学性能的影响。研究结果表明,通过适当的激光功率、焊速和焊接距离等工艺优化,可以获得结晶细小、连续性好、硬度和强度较高的焊接接头。关键词:钛合金;
TC4钛合金薄板T型接头激光焊接工艺研究.pdf
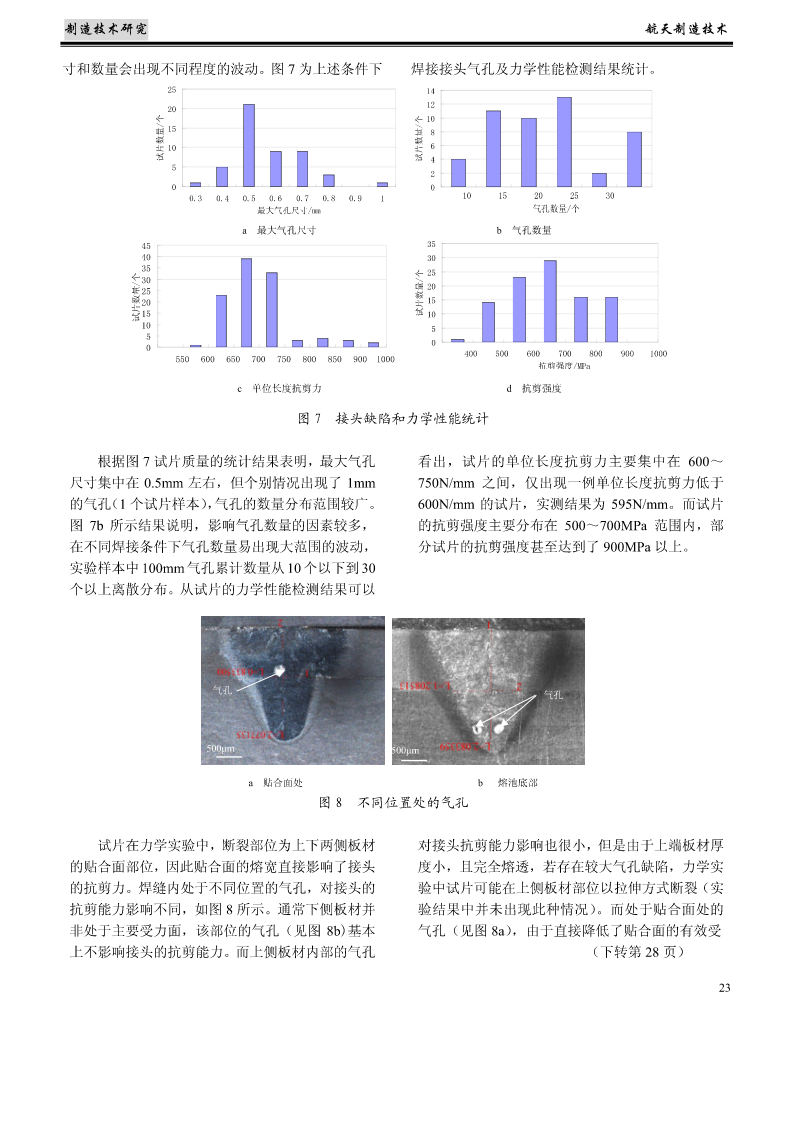
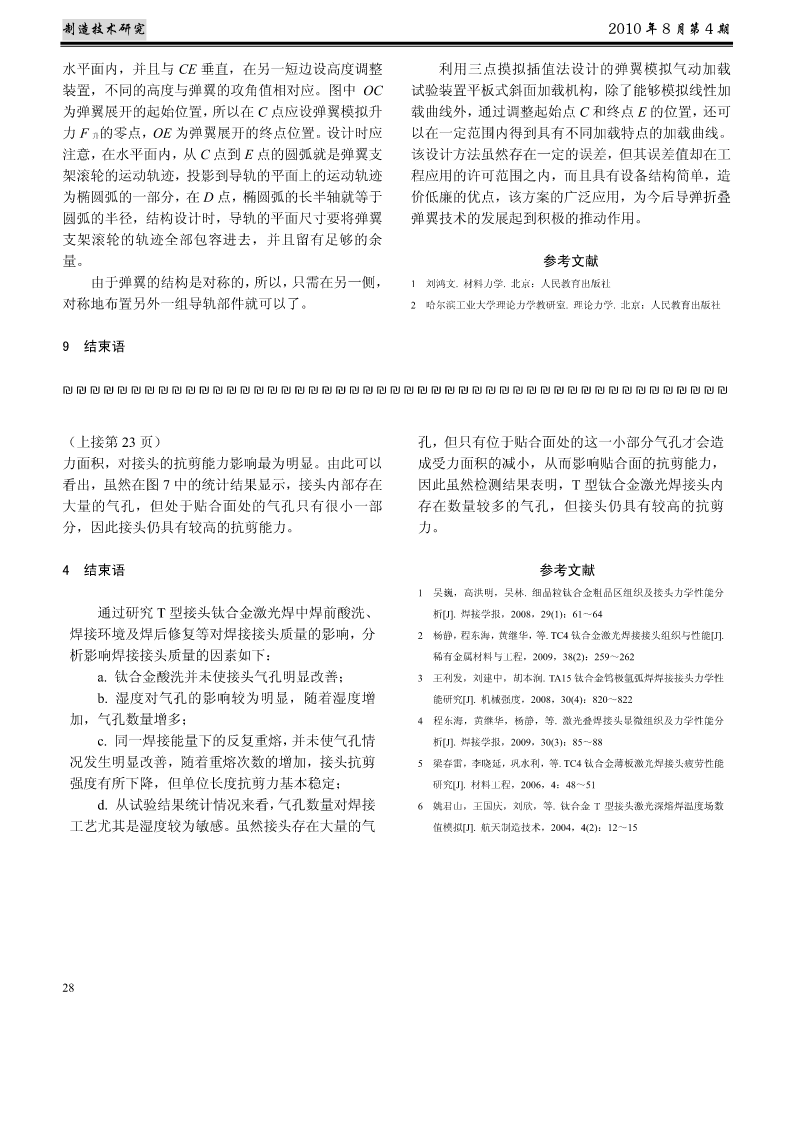
制造技术研究航天制造技术制造技术研究TC4钛合金薄板T型接头激光焊接工艺研究孙燕洁徐艳利李瑞(北京新风机械厂,北京100854)摘要:通过对TC4板材进行两种T型接头的激光焊接试验,分析了酸洗、焊接环境及焊后修复对钛合金激光焊接接头质量的影响,实验结果表明,钛合金激光焊具有较强的气孔倾向,酸洗及焊后重熔并未明显改善接头气孔的情况,但气孔数量对湿度的变化较为敏感。不同焊接试验的结果统计表明,虽然接头存在大量气孔,但只有位于上下两侧板材的贴合面处的这一小部分气孔才会造成受力面积的减小,因此接头整体仍具有较高的

TC4钛合金薄板T型接头激光焊接工艺研究.pdf
制造技术研究航天制造技术制造技术研究TC4钛合金薄板T型接头激光焊接工艺研究孙燕洁徐艳利李瑞(北京新风机械厂,北京100854)摘要:通过对TC4板材进行两种T型接头的激光焊接试验,分析了酸洗、焊接环境及焊后修复对钛合金激光焊接接头质量的影响,实验结果表明,钛合金激光焊具有较强的气孔倾向,酸洗及焊后重熔并未明显改善接头气孔的情况,但气孔数量对湿度的变化较为敏感。不同焊接试验的结果统计表明,虽然接头存在大量气孔,但只有位于上下两侧板材的贴合面处的这一小部分气孔才会造成受力面积的减小,因此接头整体仍具有较高的

TC4钛合金薄板T型接头激光焊接工艺研究.pdf
制造技术研究航天制造技术制造技术研究TC4钛合金薄板T型接头激光焊接工艺研究孙燕洁徐艳利李瑞(北京新风机械厂北京100854)

T型接头TC4薄板不同焊接工艺疲劳性能对比研究.docx
T型接头TC4薄板不同焊接工艺疲劳性能对比研究摘要:本文主要探讨了T型接头TC4薄板不同焊接工艺疲劳性能对比的研究。通过实验的方法,比较了不同焊接工艺对T型接头的疲劳性能的影响。实验结果表明,不同的焊接工艺对T型接头的疲劳性能有着显著的影响。在不同的应力水平下,不同焊接工艺的疲劳寿命存在明显的差异。热处理能够有效提高T型接头的疲劳寿命。研究结果对工程实践具有一定的指导意义。关键词:T型接头;TC4薄板;焊接工艺;疲劳性能;热处理Abstract:Thispapermainlydiscussesthecom