
贯流式风扇.pdf

小新****ou


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

贯流式风扇.pdf
本发明的在轴向上连结有多个叶轮,该叶轮圆筒状地配置有多个叶片的贯流式风扇中,叶轮具有:具有比圆筒状配置的多个叶片的内端部的直径小的外径的环状或圆盘状的加强板;和以从各个叶片的内端部的一部分向圆筒状的径向内侧突出的方式形成的多个突起部,以加强板通过各个突起部与各个叶片的内端部连接的方式,叶片、突起部和加强板一体地成型。

贯流式风扇.doc
一几种常用风机的工作原理及优缺点1、离心式泵与风机的工作原理离心式泵与风机的工作原理是,叶轮高速旋转时产生的离心力使流体获得能量,即流体通过叶轮后,压能和动能都得到提高,从而能够被输送到高处或远处。离心式泵与风机最简单的结构型式如图1—2、图1—3所示。叶轮l装在一个螺旋形的外壳内,当叶轮旋转时,流体轴向流入,然后转90度进入叶轮流道并径向流出。叶轮连续旋转,在叶轮入口处不断形成真空,从而使流体连续不断地被泵吸入和排出。常用于2、轴流式泵与风机工作原理轴流式泵与风机的工作原理是:旋转叶片的挤压推进力使流体
斜流式风扇.pdf
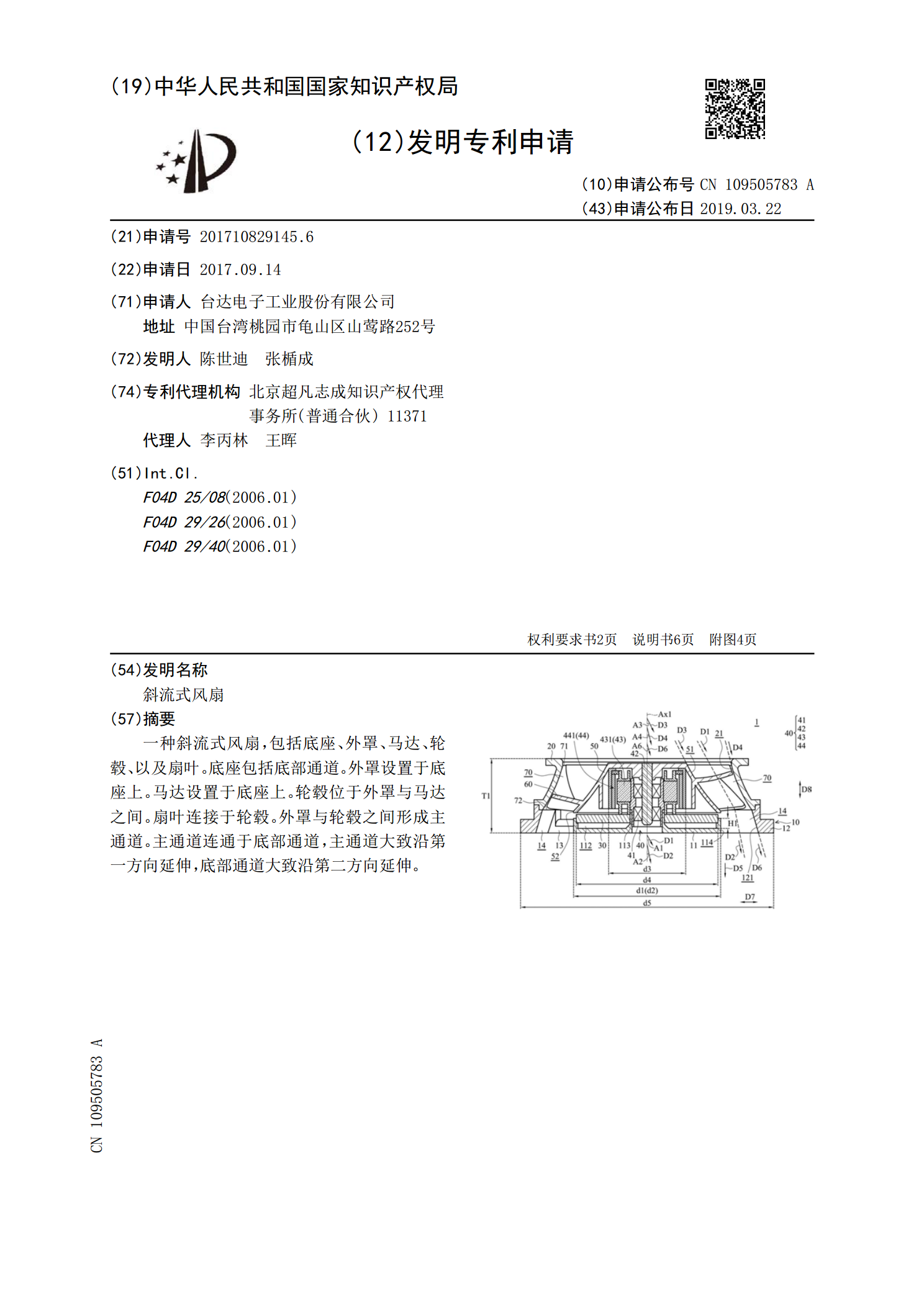
一种斜流式风扇,包括底座、外罩、马达、轮毂、以及扇叶。底座包括底部通道。外罩设置于底座上。马达设置于底座上。轮毂位于外罩与马达之间。扇叶连接于轮毂。外罩与轮毂之间形成主通道。主通道连通于底部通道,主通道大致沿第一方向延伸,底部通道大致沿第二方向延伸。

斜流式风扇.pdf
一种斜流式风扇,包括底座、外罩、马达以及轮毂;外罩设置于底座上;马达设置于底座上;轮毂位于外罩以及马达之间;轮毂包括第一外表面以及连接于第一外表面且相对于第一外表面倾斜的第二外表面;第一外表面相对于中心轴的斜率大于第二外表面相对于中心轴的斜率;底座包括底座侧面,邻近于第二外表面;底座侧面相对于中心轴的斜率等于第二外表面相对于中心轴的斜率。

径流式或斜流式风扇叶轮.pdf
本发明涉及一种作为径流式或斜流式风扇实施的风扇叶轮(1),所述风扇叶轮包括具有进气口(4)的盖片(2)、底片(6)和多个安置在所述进气口(4)周围并围绕旋转轴(Z)四周分布的风扇叶片(8)以及具有在周向上分别形成在各相邻风扇叶片(8)之间的叶片间流道(10)。所述叶片间流道从进气口的区域出发沿径向或者斜向向外引导,并在外部区域形成排气口(11)。所述叶片间流道的有效流通截面是这样设计的:在运转中,在效率较高时,能够产生雷诺数(Re)明显大于2300的涡流。所述盖片和/或底片具有非旋转对称的几何结构,从轴向