
固定输送滚床.pdf

春景****23


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

固定输送滚床.pdf
本发明涉及一种固定输送滚床,包括传动架和雪橇架,雪橇架上设有两根平行横杆,传动架设有链轮机构和两排传动辊子,横杆与传动辊子滑动配合。所述雪橇架还设有一组定位孔,且所述传动架还安装有至少两个气泵,该气泵上设有定位销。在生产件加工装配状态时,定位销在气泵的作用下插入定位孔,使雪橇架位置固定。在生产件需要转换工位时收起定位销,传动辊子将雪橇架送到新工位后,定位销弹起给雪橇架再次定位。本发明在汽车生产领域使用,可以实现工件在更换工作位时的传输。
摩擦滚床输送线.pdf
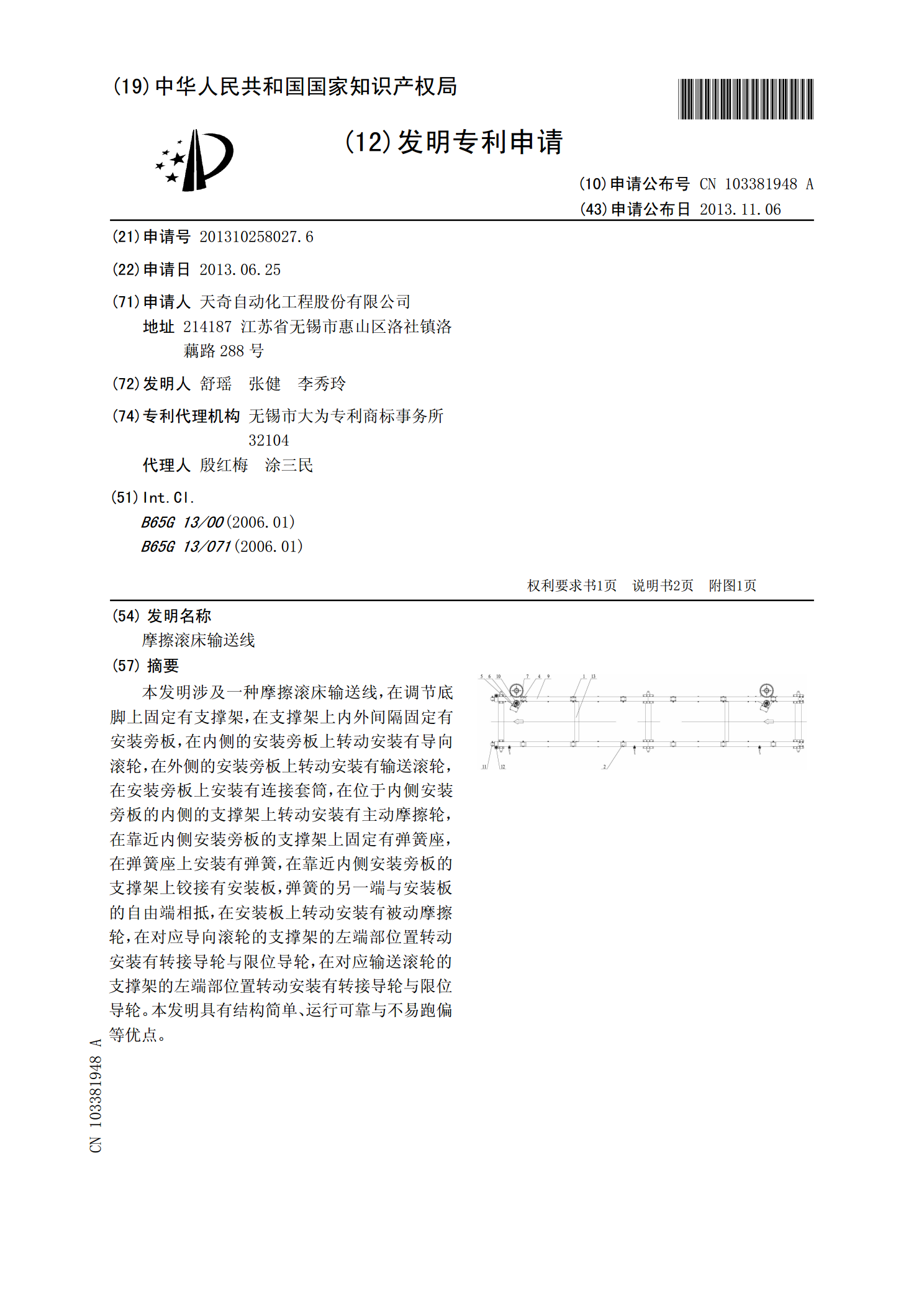
本发明涉及一种摩擦滚床输送线,在调节底脚上固定有支撑架,在支撑架上内外间隔固定有安装旁板,在内侧的安装旁板上转动安装有导向滚轮,在外侧的安装旁板上转动安装有输送滚轮,在安装旁板上安装有连接套筒,在位于内侧安装旁板的内侧的支撑架上转动安装有主动摩擦轮,在靠近内侧安装旁板的支撑架上固定有弹簧座,在弹簧座上安装有弹簧,在靠近内侧安装旁板的支撑架上铰接有安装板,弹簧的另一端与安装板的自由端相抵,在安装板上转动安装有被动摩擦轮,在对应导向滚轮的支撑架的左端部位置转动安装有转接导轮与限位导轮,在对应输送滚轮的支撑架的

一种高速输送升降滚床.pdf
本发明公开了一种高速输送升降滚床,包括滚床基座、升降台、升降驱动单元、输送驱动单元,升降台具有前边框和后边框,输送驱动单元包括若干平行设置的输送轴、装在输送轴上的驱动轮和驱动各输送轴转动的输送驱动机构,在各驱动轮的顶部形成输送台车的工作面,各输送轴均通过两端的轴座横向设置在前边框和后边框间,轴座上具有供输送轴嵌入的卡位,前边框和后边框上各轴座的卡位位于同一平面上。输送轴的两端通过轴座固定在升降台上,通过轴座上的卡位进行精确定位,保证了滚床上驱动轮处于同一水平面上,一致性较高,实现了滚床平稳运行。同时在磨损
一种滚床滑撬输送系统.pdf
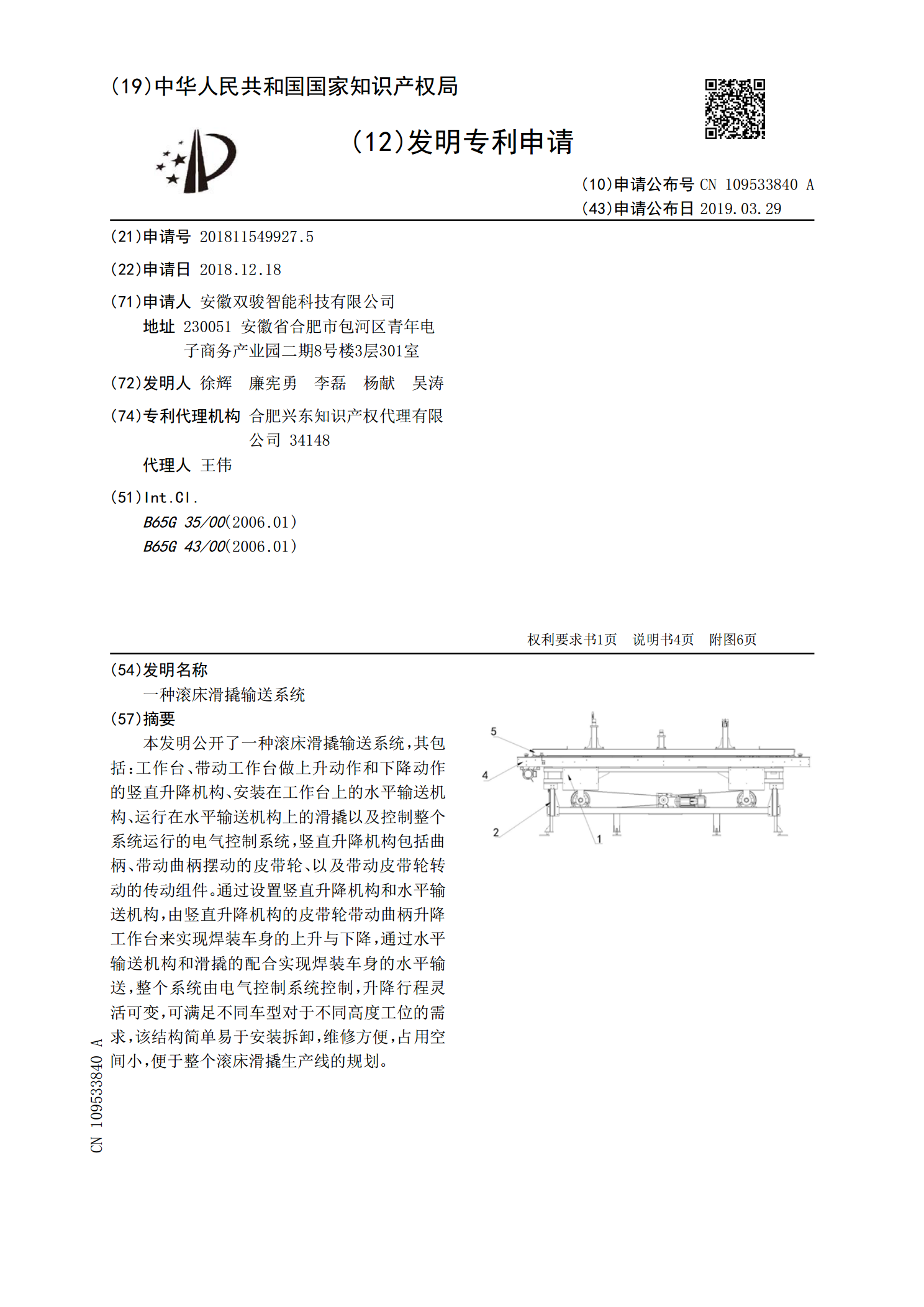
本发明公开了一种滚床滑撬输送系统,其包括:工作台、带动工作台做上升动作和下降动作的竖直升降机构、安装在工作台上的水平输送机构、运行在水平输送机构上的滑撬以及控制整个系统运行的电气控制系统,竖直升降机构包括曲柄、带动曲柄摆动的皮带轮、以及带动皮带轮转动的传动组件。通过设置竖直升降机构和水平输送机构,由竖直升降机构的皮带轮带动曲柄升降工作台来实现焊装车身的上升与下降,通过水平输送机构和滑撬的配合实现焊装车身的水平输送,整个系统由电气控制系统控制,升降行程灵活可变,可满足不同车型对于不同高度工位的需求,该结构简
一种具有高度调节功能的输送滚床.pdf
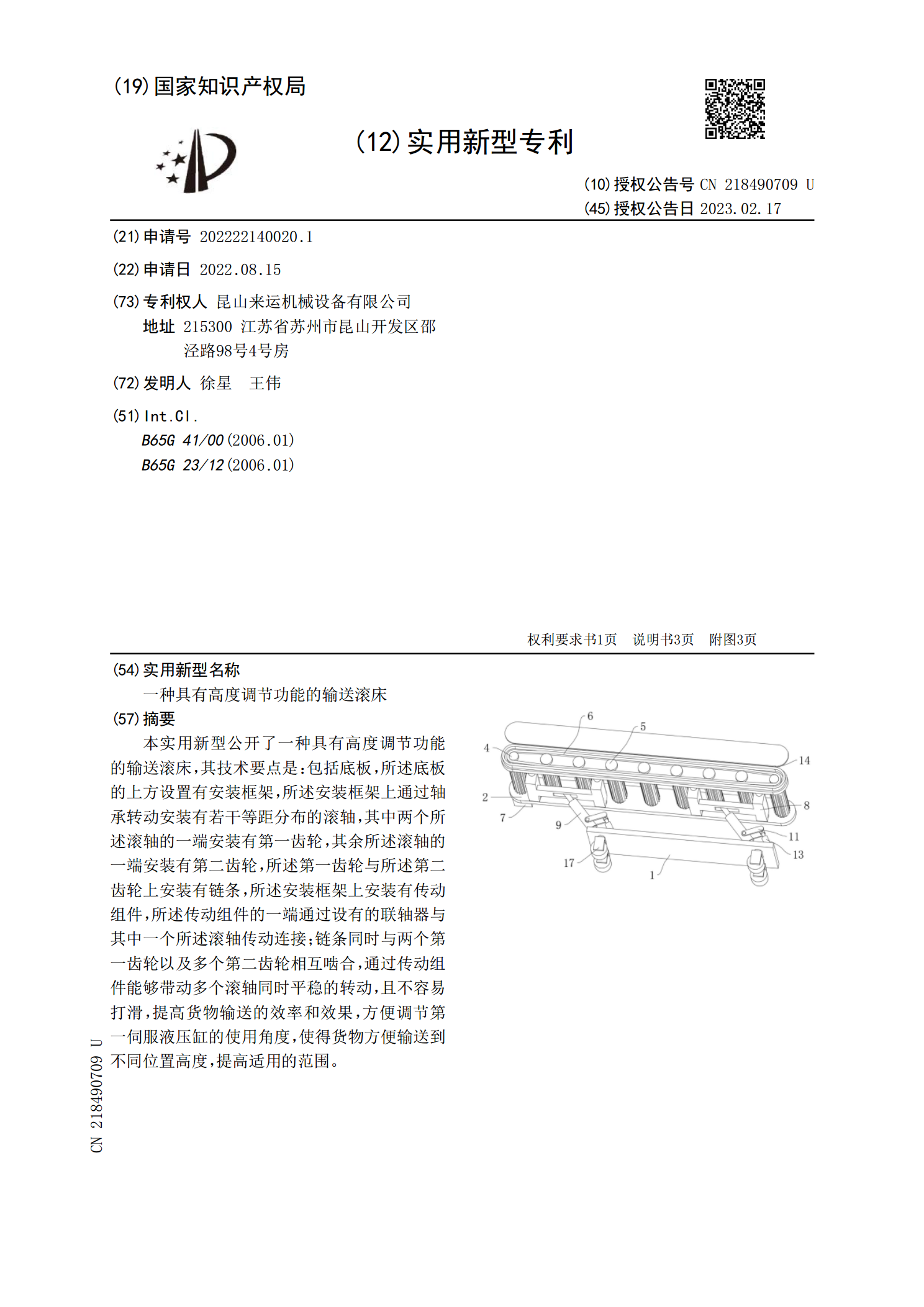
本实用新型公开了一种具有高度调节功能的输送滚床,其技术要点是:包括底板,所述底板的上方设置有安装框架,所述安装框架上通过轴承转动安装有若干等距分布的滚轴,其中两个所述滚轴的一端安装有第一齿轮,其余所述滚轴的一端安装有第二齿轮,所述第一齿轮与所述第二齿轮上安装有链条,所述安装框架上安装有传动组件,所述传动组件的一端通过设有的联轴器与其中一个所述滚轴传动连接;链条同时与两个第一齿轮以及多个第二齿轮相互啮合,通过传动组件能够带动多个滚轴同时平稳的转动,且不容易打滑,提高货物输送的效率和效果,方便调节第一伺服液压