
一种齿轮防渗碳处理方法.pdf

悠柔****找我


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮防渗碳处理方法.pdf
本发明提供了一种齿轮防渗碳处理方法,包括如下步骤:步骤一,用清洗剂对齿轮的防渗碳区域进行洗涤;步骤二,对步骤一洗涤后的齿轮的防渗碳区域用清水清洗,然后干燥;步骤三,对步骤二干燥后的齿轮的防渗碳区域涂刷防渗碳涂料;步骤四,对涂刷完防渗碳涂料的齿轮进行加热烘干。本发明的一种齿轮防渗碳处理方法能够使防渗碳涂层牢固地涂布在非渗碳部位,在烘烤后不起泡,不剥落,淬火时不脱落,从而防止非渗碳部位硬度不均匀,防止出现花斑。

重载齿轮的渗碳热处理方法.doc
热处理工艺有:1、不常用工艺1)渗碳后降温至淬火温度,经保温后直接淬火。采用此方法容易使材料晶粒粗大,脆性较大,工件组织应力大,只能承载强度较小的小模数齿轮。2)渗碳后直接出炉空冷或出炉后进缓冷坑冷到室温,再重新进炉加热淬火。20CrMnMo钢的特性,在工件渗碳后对冷却速度应有严格要求,否则冷却时工件表层组织和次表层组织转变不同步,造成工件表面产生较大的拉应力,工件容易开裂。3)对使用性能要求高的深层渗碳零件,为了同时保证表面渗碳层和心部组织的质量指标,也可采用两次淬火,第一次加热到心部AC3+(30-5
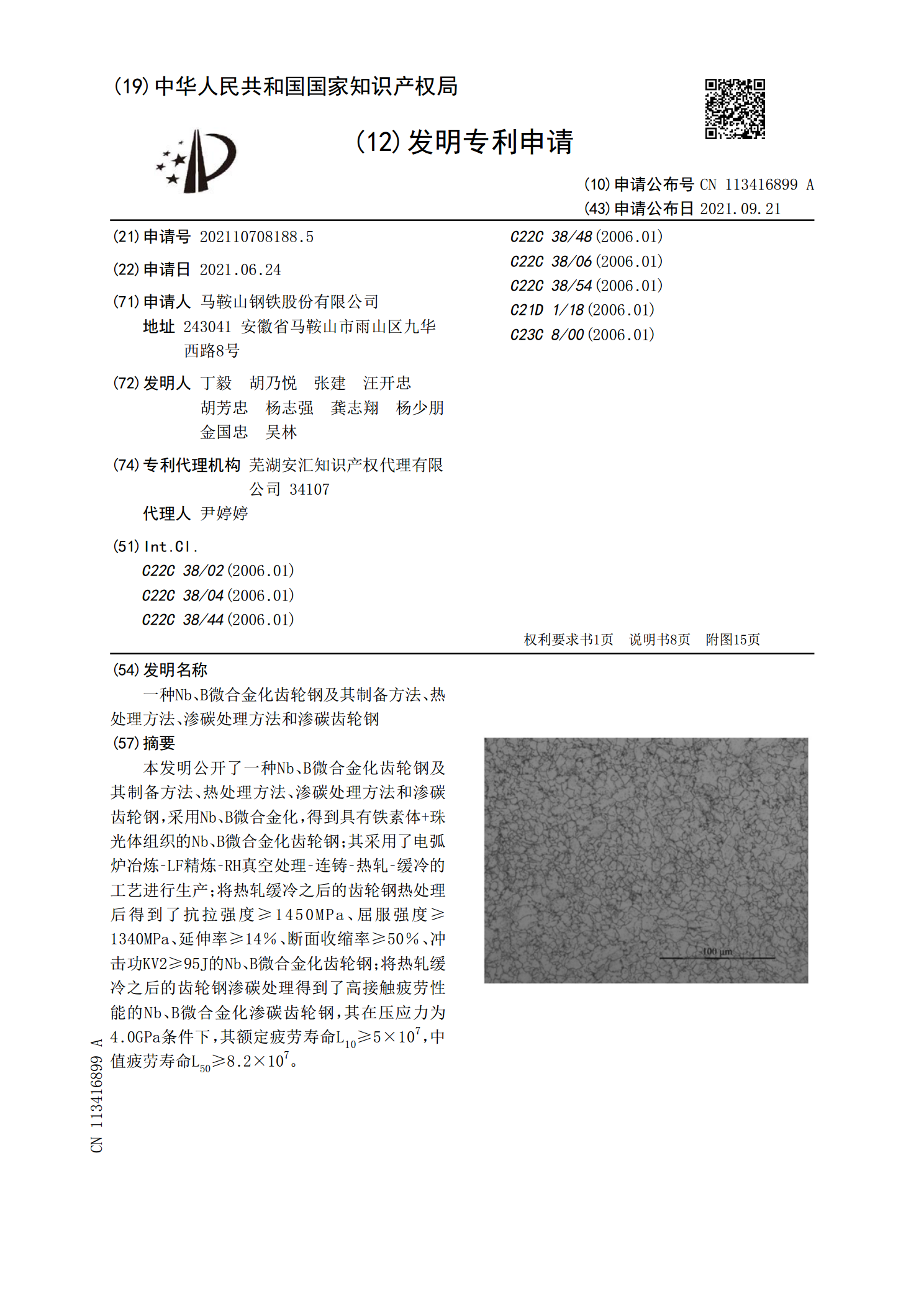
一种Nb、B微合金化齿轮钢及其制备方法、热处理方法、渗碳处理方法和渗碳齿轮钢.pdf
本发明公开了一种Nb、B微合金化齿轮钢及其制备方法、热处理方法、渗碳处理方法和渗碳齿轮钢,采用Nb、B微合金化,得到具有铁素体+珠光体组织的Nb、B微合金化齿轮钢;其采用了电弧炉冶炼‑LF精炼‑RH真空处理‑连铸‑热轧‑缓冷的工艺进行生产;将热轧缓冷之后的齿轮钢热处理后得到了抗拉强度≥1450MPa、屈服强度≥1340MPa、延伸率≥14%、断面收缩率≥50%、冲击功KV2≥95J的Nb、B微合金化齿轮钢;将热轧缓冷之后的齿轮钢渗碳处理得到了高接触疲劳性能的Nb、B微合金化渗碳齿轮钢,其在压应力为4.0G
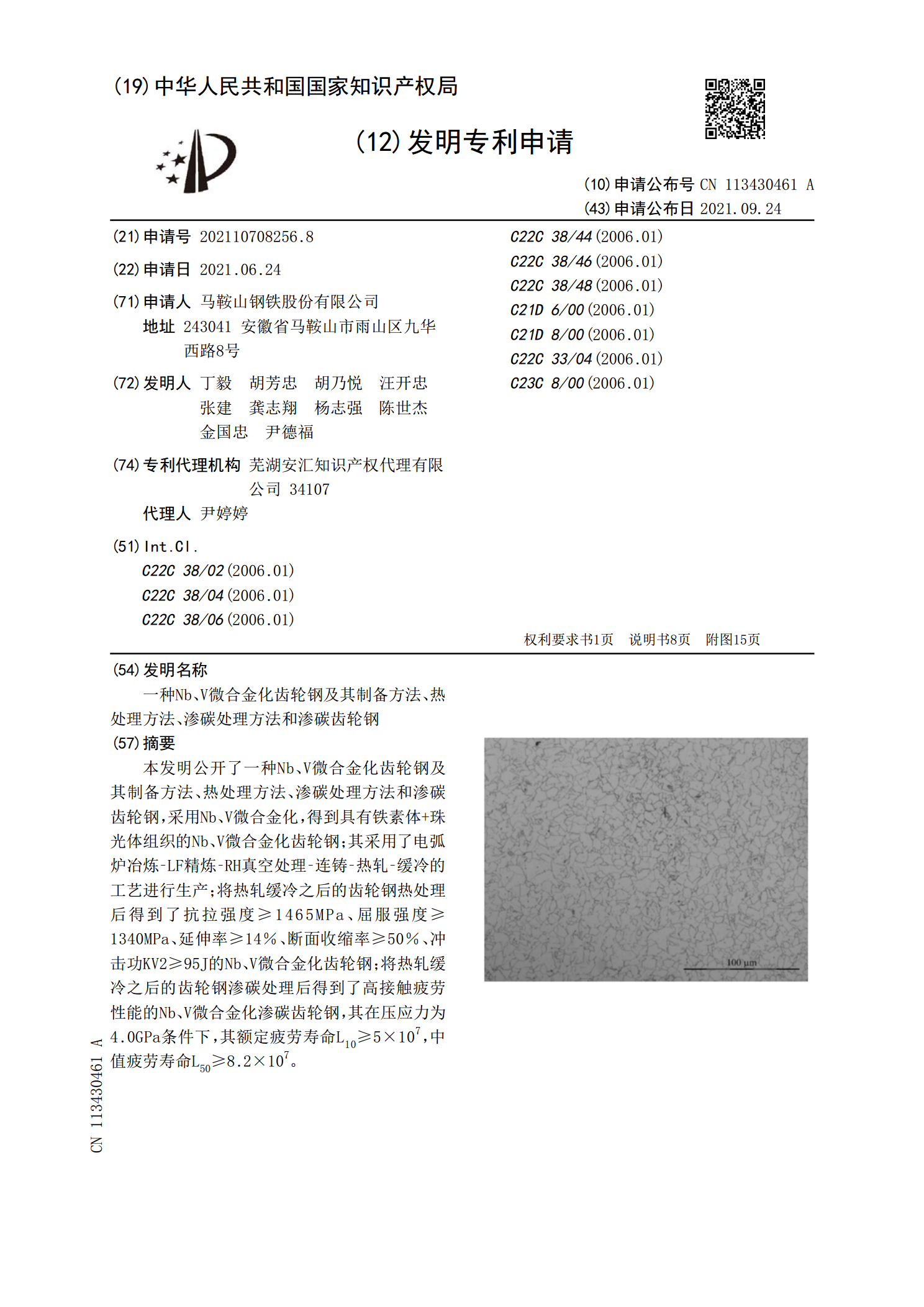
一种Nb、V微合金化齿轮钢及其制备方法、热处理方法、渗碳处理方法和渗碳齿轮钢.pdf
本发明公开了一种Nb、V微合金化齿轮钢及其制备方法、热处理方法、渗碳处理方法和渗碳齿轮钢,采用Nb、V微合金化,得到具有铁素体+珠光体组织的Nb、V微合金化齿轮钢;其采用了电弧炉冶炼‑LF精炼‑RH真空处理‑连铸‑热轧‑缓冷的工艺进行生产;将热轧缓冷之后的齿轮钢热处理后得到了抗拉强度≥1465MPa、屈服强度≥1340MPa、延伸率≥14%、断面收缩率≥50%、冲击功KV2≥95J的Nb、V微合金化齿轮钢;将热轧缓冷之后的齿轮钢渗碳处理后得到了高接触疲劳性能的Nb、V微合金化渗碳齿轮钢,其在压应力为4.0

一种齿轮的复合渗碳淬火热处理方法.pdf
本发明涉及一种齿轮的复合渗碳淬火热处理方法,属于热处理技术领域。该方法包括渗碳、降温、升温、淬火、回火步骤。采用本发明的复合渗碳淬火热处理方法能有效细化晶粒,细化马氏体针,提高齿轮表面硬度,进一步提高齿轮耐磨性、疲劳强度和抗蚀性能,提高齿轮的综合力学性能。