
一种基于热输入控制的双熔化极电弧焊枪及其焊接方法.pdf

努力****采萍


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于热输入控制的双熔化极电弧焊枪及其焊接方法.pdf
本发明属于金属焊接领域,具体涉及一种基于热输入控制的双熔化极电弧焊枪及其焊接方法。一种基于热输入控制的双熔化极电弧焊枪,辅助外套上固定非熔化极气体保护电弧焊炬,辅助外套两侧有螺杆,调节齿轮组件上固定熔化极气体保护电弧焊炬,一端有螺杆,调节齿轮组件上的螺杆与辅助外套两侧的螺杆通过有内螺纹的连接套筒连接在一起;通过连接套筒将两个熔化极气体保护电弧焊炬连接在非熔化极气体保护电弧焊炬的两侧。该焊枪及其焊接方法可以实现高熔敷率的同时减少作用于工件的热输入,减小工件的焊接变形,极大地改善焊接质量,扩大了焊接工艺规范区
一种双钨极电弧耦合TIG焊枪装置.pdf
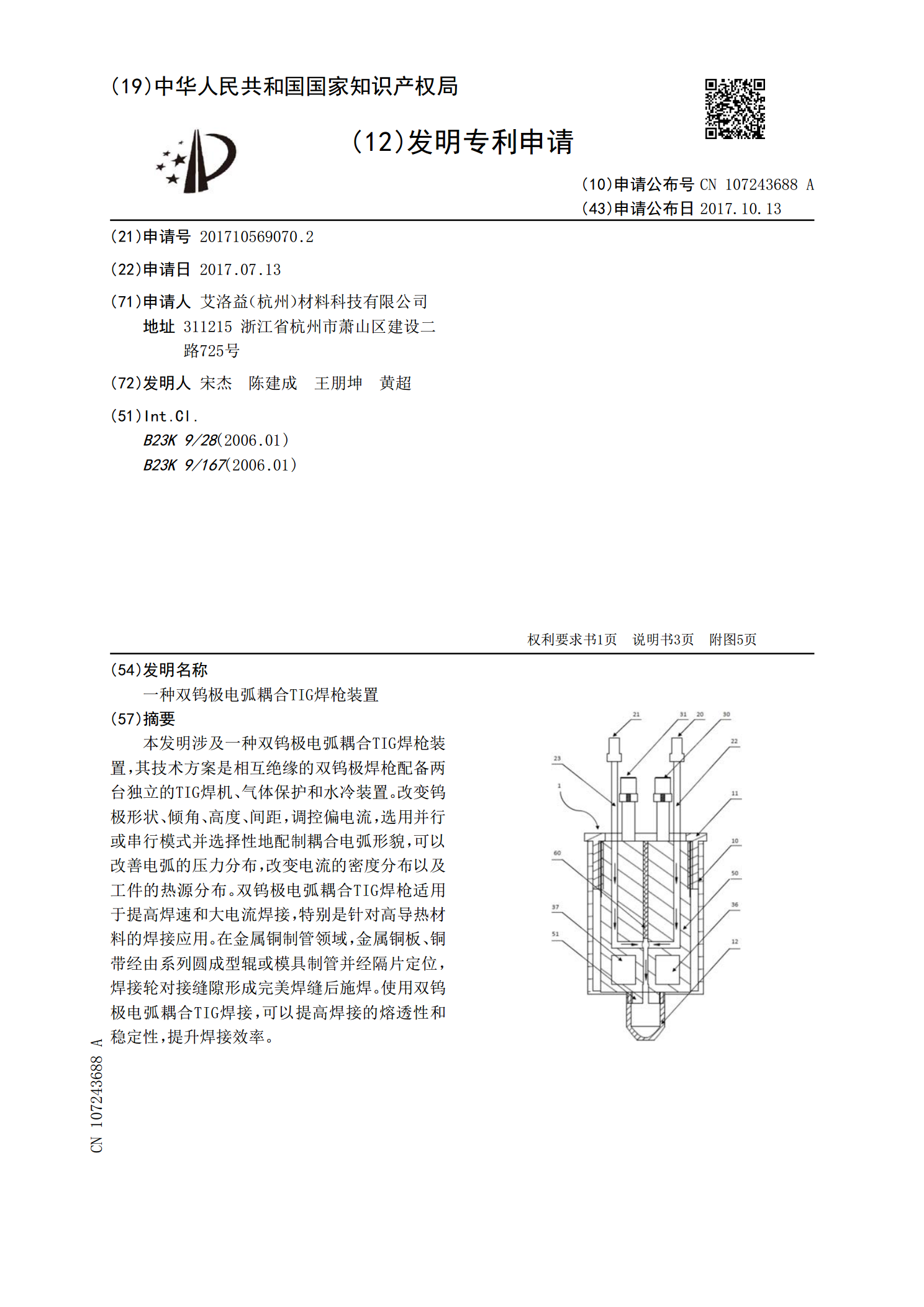
本发明涉及一种双钨极电弧耦合TIG焊枪装置,其技术方案是相互绝缘的双钨极焊枪配备两台独立的TIG焊机、气体保护和水冷装置。改变钨极形状、倾角、高度、间距,调控偏电流,选用并行或串行模式并选择性地配制耦合电弧形貌,可以改善电弧的压力分布,改变电流的密度分布以及工件的热源分布。双钨极电弧耦合TIG焊枪适用于提高焊速和大电流焊接,特别是针对高导热材料的焊接应用。在金属铜制管领域,金属铜板、铜带经由系列圆成型辊或模具制管并经隔片定位,焊接轮对接缝隙形成完美焊缝后施焊。使用双钨极电弧耦合TIG焊接,可以提高焊接的熔
一种全位置熔化极电弧-激光双面复合焊接工艺及其设备.pdf
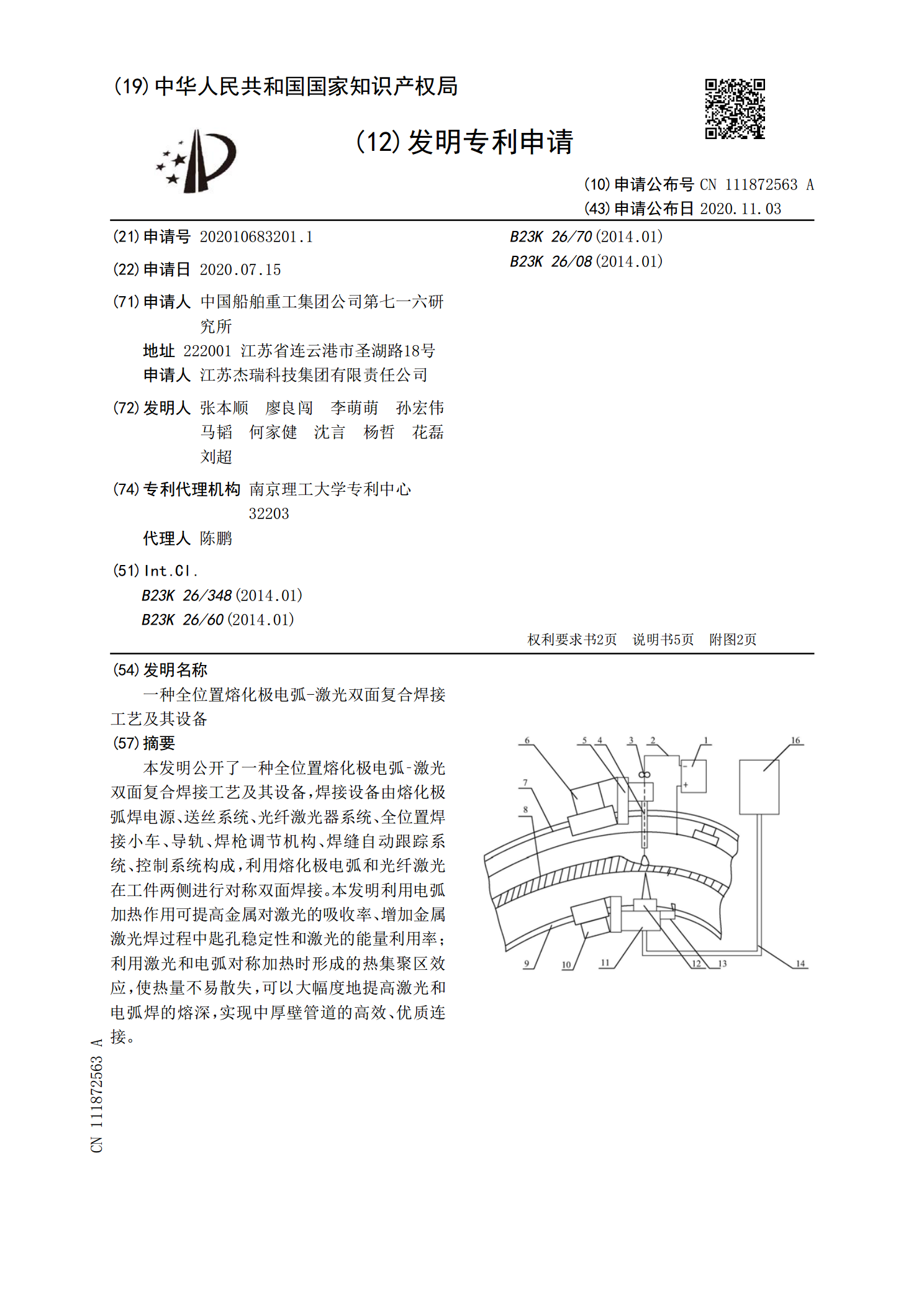
本发明公开了一种全位置熔化极电弧‑激光双面复合焊接工艺及其设备,焊接设备由熔化极弧焊电源、送丝系统、光纤激光器系统、全位置焊接小车、导轨、焊枪调节机构、焊缝自动跟踪系统、控制系统构成,利用熔化极电弧和光纤激光在工件两侧进行对称双面焊接。本发明利用电弧加热作用可提高金属对激光的吸收率、增加金属激光焊过程中匙孔稳定性和激光的能量利用率;利用激光和电弧对称加热时形成的热集聚区效应,使热量不易散失,可以大幅度地提高激光和电弧焊的熔深,实现中厚壁管道的高效、优质连接。
一种焊枪夹具及其焊接方法.pdf
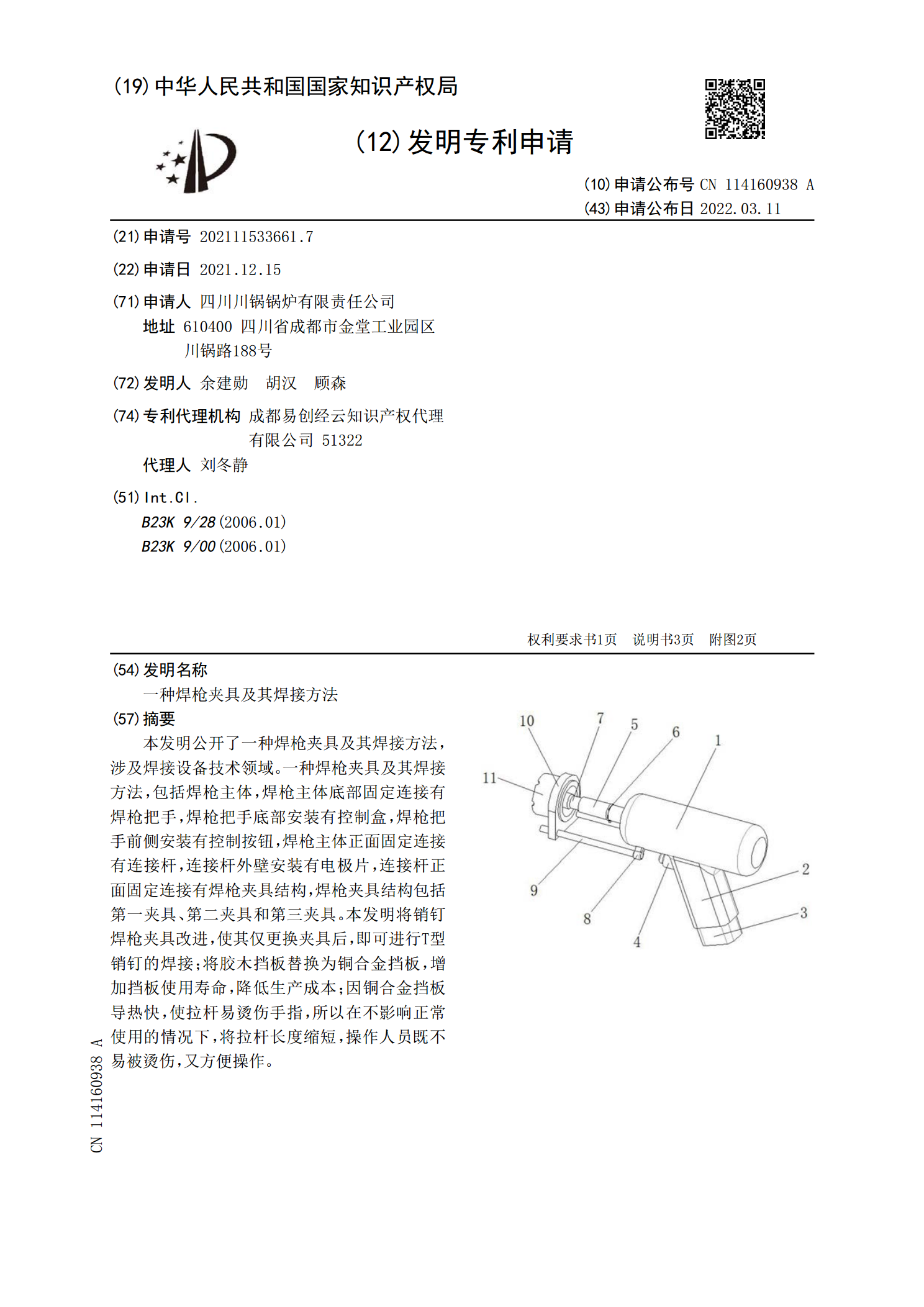
本发明公开了一种焊枪夹具及其焊接方法,涉及焊接设备技术领域。一种焊枪夹具及其焊接方法,包括焊枪主体,焊枪主体底部固定连接有焊枪把手,焊枪把手底部安装有控制盒,焊枪把手前侧安装有控制按钮,焊枪主体正面固定连接有连接杆,连接杆外壁安装有电极片,连接杆正面固定连接有焊枪夹具结构,焊枪夹具结构包括第一夹具、第二夹具和第三夹具。本发明将销钉焊枪夹具改进,使其仅更换夹具后,即可进行T型销钉的焊接;将胶木挡板替换为铜合金挡板,增加挡板使用寿命,降低生产成本;因铜合金挡板导热快,使拉杆易烫伤手指,所以在不影响正常使用的情
熔化极气体保护焊焊枪.pdf
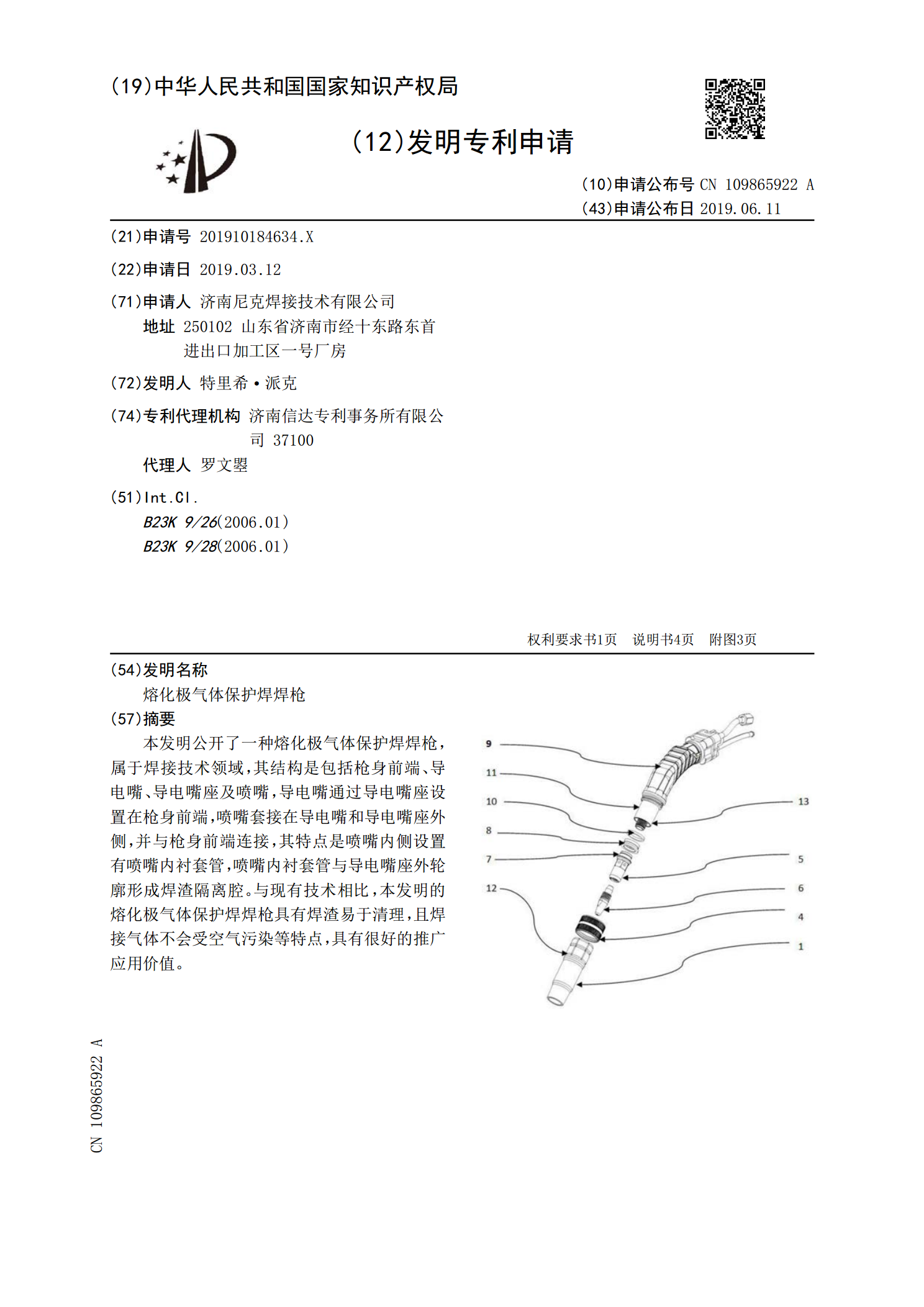
本发明公开了一种熔化极气体保护焊焊枪,属于焊接技术领域,其结构是包括枪身前端、导电嘴、导电嘴座及喷嘴,导电嘴通过导电嘴座设置在枪身前端,喷嘴套接在导电嘴和导电嘴座外侧,并与枪身前端连接,其特点是喷嘴内侧设置有喷嘴内衬套管,喷嘴内衬套管与导电嘴座外轮廓形成焊渣隔离腔。与现有技术相比,本发明的熔化极气体保护焊焊枪具有焊渣易于清理,且焊接气体不会受空气污染等特点,具有很好的推广应用价值。