
一种用于选择性激光烧结的三角网格式激光扫描方法.pdf

曾琪****是我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于选择性激光烧结的三角网格式激光扫描方法.pdf
本发明公开了一种用于选择性激光烧结的三角网格式激光扫描方法。根据截面轮廓的信息,计算出截面轮廓内的激光扫描路径,激光束在计算机的控制下,按照扫描路径对制件的实心部分所在的金属粉末进行扫描,直接制造出工件。本发明以三组平行的直线扫描路径,最终构成三角网格形状的整体路径。该方法在工艺上控制简单,实用性强,可以增加制件强度,减少制件形变,提高制件尺寸精度。

一种用于选择性激光烧结的蜂窝式激光扫描方法.pdf
本发明公开了一种用于选择性激光烧结的蜂窝式激光扫描方法,根据截面轮廓的信息,计算出截面轮廓内的激光扫描路径,激光束在计算机的控制下,按照扫描路径对制件的实心部分所在的金属粉末进行扫描,直接制造出工件。本发明以三组平行的间断直线扫描路径,最终构成的蜂窝状的整体路径。本发明在工艺上控制简单,实用性强,可以增加制件强度,减少制件形变,提高制件尺寸精度。
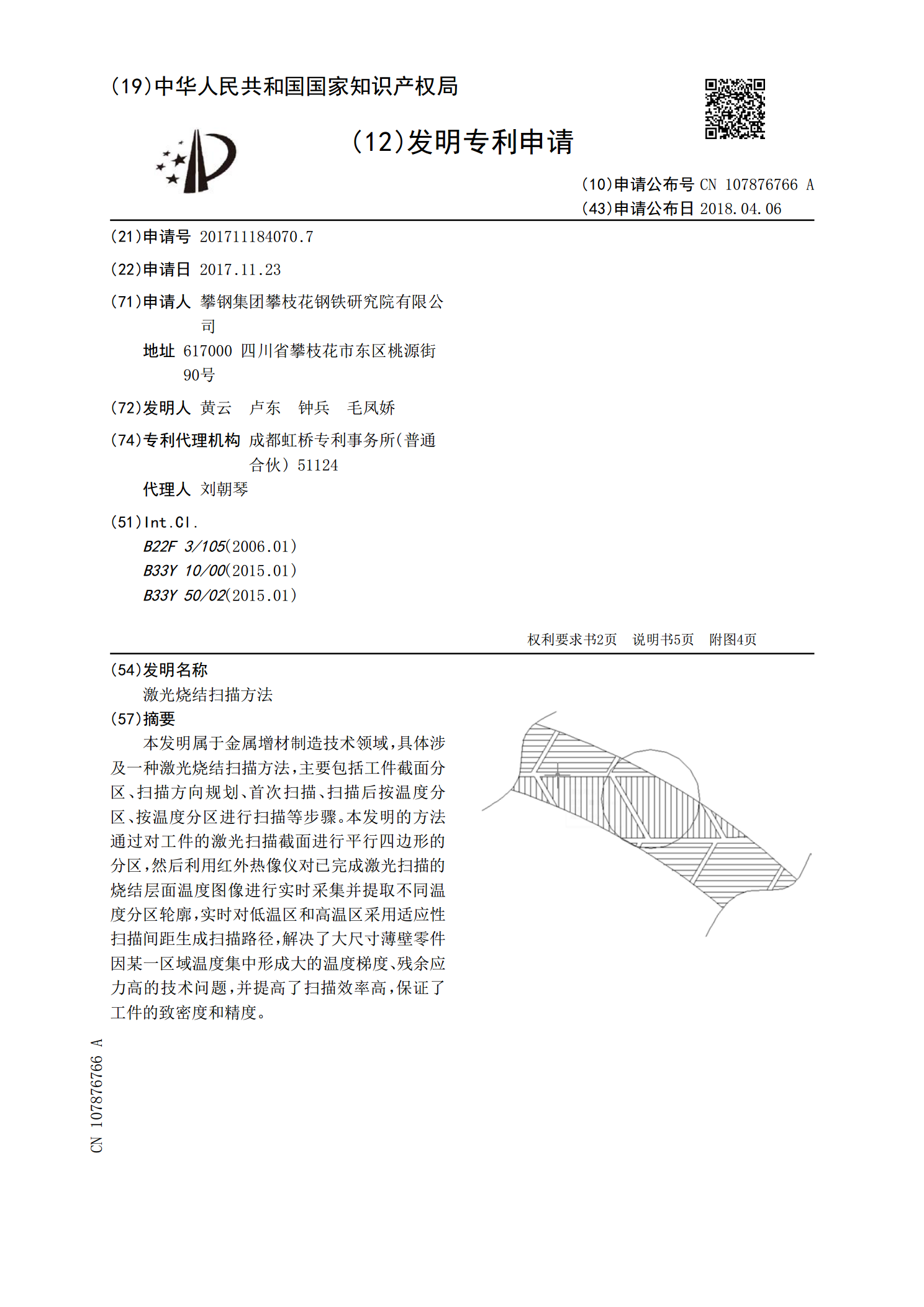
激光烧结扫描方法.pdf
本发明属于金属增材制造技术领域,具体涉及一种激光烧结扫描方法,主要包括工件截面分区、扫描方向规划、首次扫描、扫描后按温度分区、按温度分区进行扫描等步骤。本发明的方法通过对工件的激光扫描截面进行平行四边形的分区,然后利用红外热像仪对已完成激光扫描的烧结层面温度图像进行实时采集并提取不同温度分区轮廓,实时对低温区和高温区采用适应性扫描间距生成扫描路径,解决了大尺寸薄壁零件因某一区域温度集中形成大的温度梯度、残余应力高的技术问题,并提高了扫描效率高,保证了工件的致密度和精度。
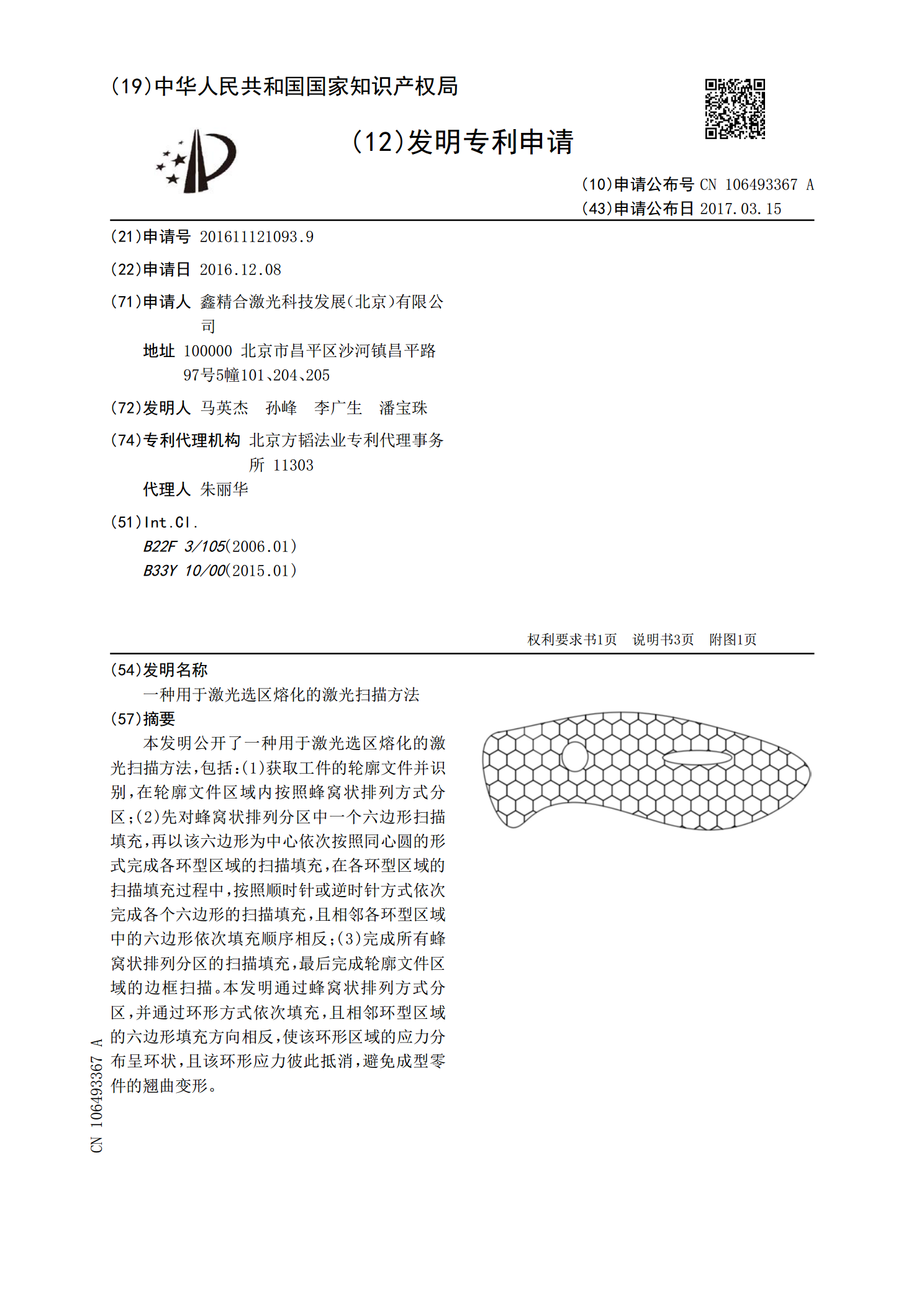
一种用于激光选区熔化的激光扫描方法.pdf
本发明公开了一种用于激光选区熔化的激光扫描方法,包括:(1)获取工件的轮廓文件并识别,在轮廓文件区域内按照蜂窝状排列方式分区;(2)先对蜂窝状排列分区中一个六边形扫描填充,再以该六边形为中心依次按照同心圆的形式完成各环型区域的扫描填充,在各环型区域的扫描填充过程中,按照顺时针或逆时针方式依次完成各个六边形的扫描填充,且相邻各环型区域中的六边形依次填充顺序相反;(3)完成所有蜂窝状排列分区的扫描填充,最后完成轮廓文件区域的边框扫描。本发明通过蜂窝状排列方式分区,并通过环形方式依次填充,且相邻环型区域的六边形

用于选择性激光烧结的铺粉装置.pdf
本发明公开了一种用于选择性激光烧结的铺粉装置,属于激光烧结技术领域,包括机柜,且机柜一侧固定安装有控制柜,所述机柜一侧滑动连接有盖板,所述机柜内腔固定安装有激光机构主体,所述机柜内部设有一个成型腔。本发明中,当需要调节粉末颗粒的落料朝向时,通过电动推杆工作带动前侧伸缩部缩短能够拉动连接板和两侧连接杆移动,连接杆移动能够拉动连接的外移辊移动带动刮条和传动齿轮移动,传动齿轮围绕从动齿条转动调节单侧外移辊外部多个刮条的朝向角度,通过对刮条朝向角度的调整,实现在转动的转辊情况下实现对刮条内粉末颗粒的限定方向的送出