
一种带轮旋压成型的模具组.pdf

秋花****姐姐


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带轮旋压成型的模具组.pdf
本发明公开了一种带轮旋压成型的模具组,包括上模,下模,轮缘增厚旋轮,轮缘压平旋轮,轮槽预成型旋轮,轮槽终成型旋轮,在下模的中间部位安装一定位块,定位块与下模为动配合,定位块凸出下模上端面部分的外形与带轮半成品形状匹配,上模的下端面与定位块相对应部位的外形也与带轮半成品对应部位的形状匹配,上模下端面和所述的下模上端面外侧部位是轮缘成型面,轮缘成型面是是环形槽的圆锥面并与带轮轮缘外表面匹配,本发明能提高带轮制造的材料利用率、生产效率、产品质量和使用寿命。

一种宽凸缘筒形件压旋成型模具组.pdf
本发明公开了一种宽凸缘筒形件压旋成型模具组,包括上模、下模以及与其配合使用的预成型旋轮和终成型旋轮,在下模的上端中心部位固定安装一定位柱,下模的上表面是与宽凸缘筒形件内表面相匹配的成型面,在上模的下端中心部位设有圆孔,预成型旋轮的轮缘是大圆弧面,大圆弧面的半径不小于宽凸缘筒形件坯料厚度的二倍,终成型旋轮的轮缘是小圆弧面,小圆弧面的半径与宽凸缘筒形件筒壁及凸缘连接处的圆弧半径相匹配,本发明与冲裁成型相比不仅提高了生产效率、材料利用率和产品质量,而且减少了工装的制造成本和制造周期。

日用品旋压成型工艺及模具.docx
日用品旋压成型工艺及模具标题:日用品旋压成型工艺及模具摘要:本论文研究了日用品旋压成型工艺及模具的相关内容。旋压成型是一种常用于金属制品生产的工艺方法,其具有精度高、成本低、生产效率高等优点,在日用品制造中得到了广泛应用。本文首先介绍了旋压成型的基本原理和工艺流程,然后探讨了旋压成型工艺参数的选择以及模具设计与优化。最后,通过实例分析了几种常见的日用品旋压成型工艺及模具设计,展示了其在实际应用中的效果。1.引言随着工业技术的不断发展,日用品的多样化需求不断增加。为了满足市场需求,提高生产效率,降低制造成本
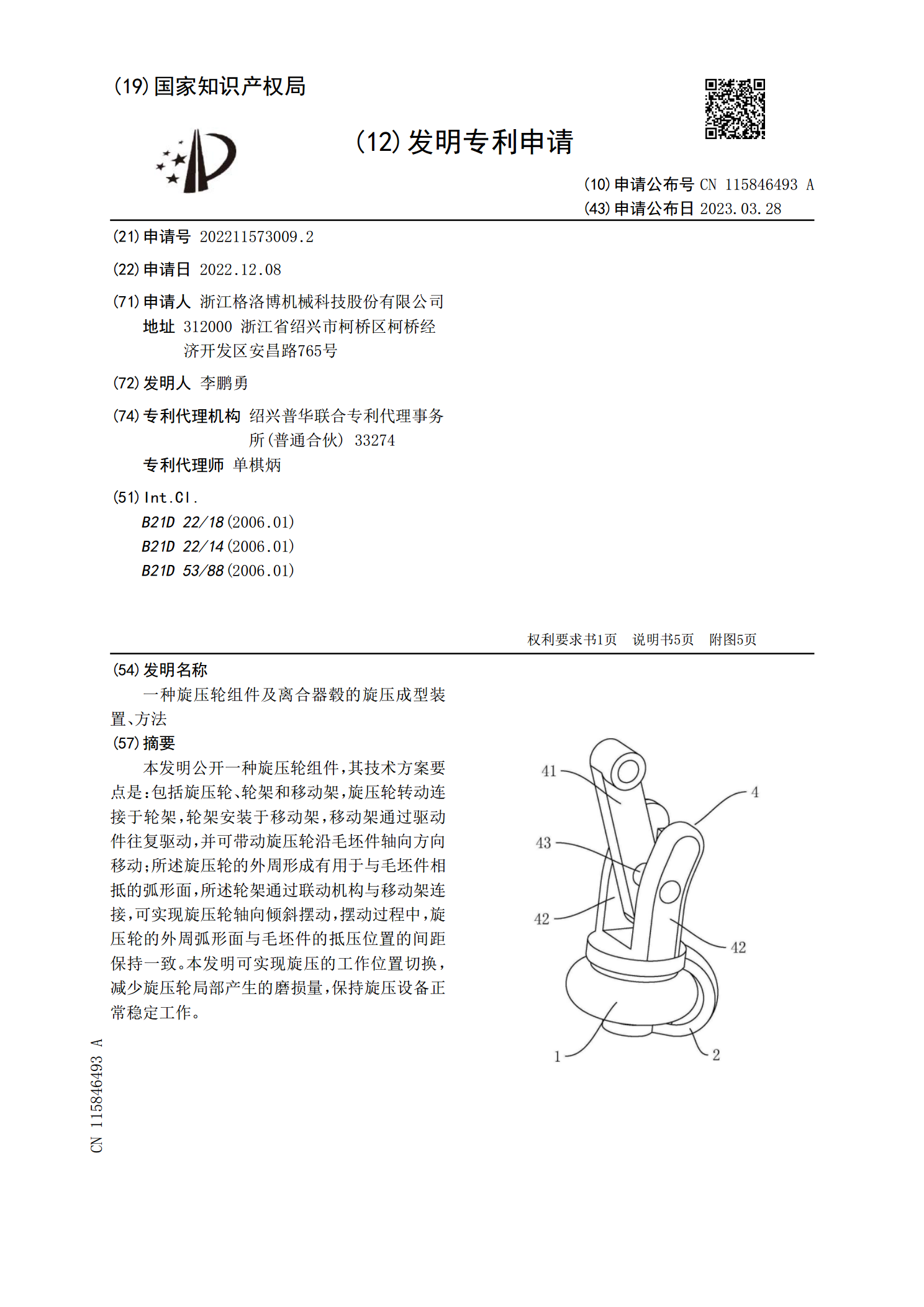
一种旋压轮组件及离合器毂的旋压成型装置、方法.pdf
本发明公开一种旋压轮组件,其技术方案要点是:包括旋压轮、轮架和移动架,旋压轮转动连接于轮架,轮架安装于移动架,移动架通过驱动件往复驱动,并可带动旋压轮沿毛坯件轴向方向移动;所述旋压轮的外周形成有用于与毛坯件相抵的弧形面,所述轮架通过联动机构与移动架连接,可实现旋压轮轴向倾斜摆动,摆动过程中,旋压轮的外周弧形面与毛坯件的抵压位置的间距保持一致。本发明可实现旋压的工作位置切换,减少旋压轮局部产生的磨损量,保持旋压设备正常稳定工作。
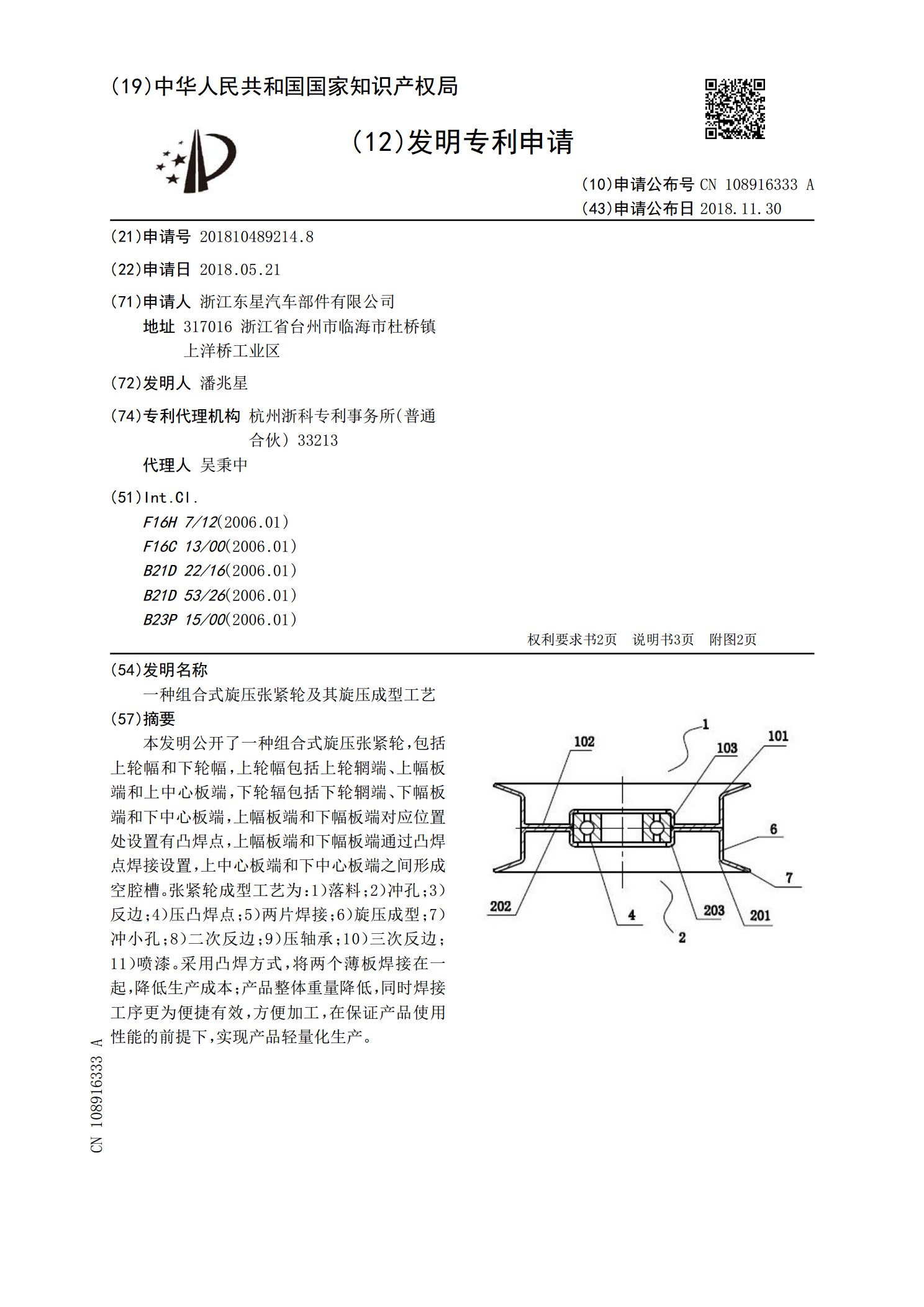
一种组合式旋压张紧轮及其旋压成型工艺.pdf
本发明公开了一种组合式旋压张紧轮,包括上轮幅和下轮幅,上轮幅包括上轮辋端、上幅板端和上中心板端,下轮辐包括下轮辋端、下幅板端和下中心板端,上幅板端和下幅板端对应位置处设置有凸焊点,上幅板端和下幅板端通过凸焊点焊接设置,上中心板端和下中心板端之间形成空腔槽。张紧轮成型工艺为:1)落料;2)冲孔;3)反边;4)压凸焊点;5)两片焊接;6)旋压成型;7)冲小孔;8)二次反边;9)压轴承;10)三次反边;11)喷漆。采用凸焊方式,将两个薄板焊接在一起,降低生产成本;产品整体重量降低,同时焊接工序更为便捷有效,方便