
用于轮胎成型的方法和设备.pdf

佳晨****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于轮胎成型的方法和设备.pdf
本发明涉及用于轮胎成型的方法和设备。一种轮胎成型系统,包括:行进轨道的第一环;可移动地安装在第一环上的多个第一托架壳体;行进轨道的第二环;可移动地安装在第二环上的多个第二托架壳体;和用于相互关连第一环与第二环的第一环的第一传输工位和第二环的第二传输工位。
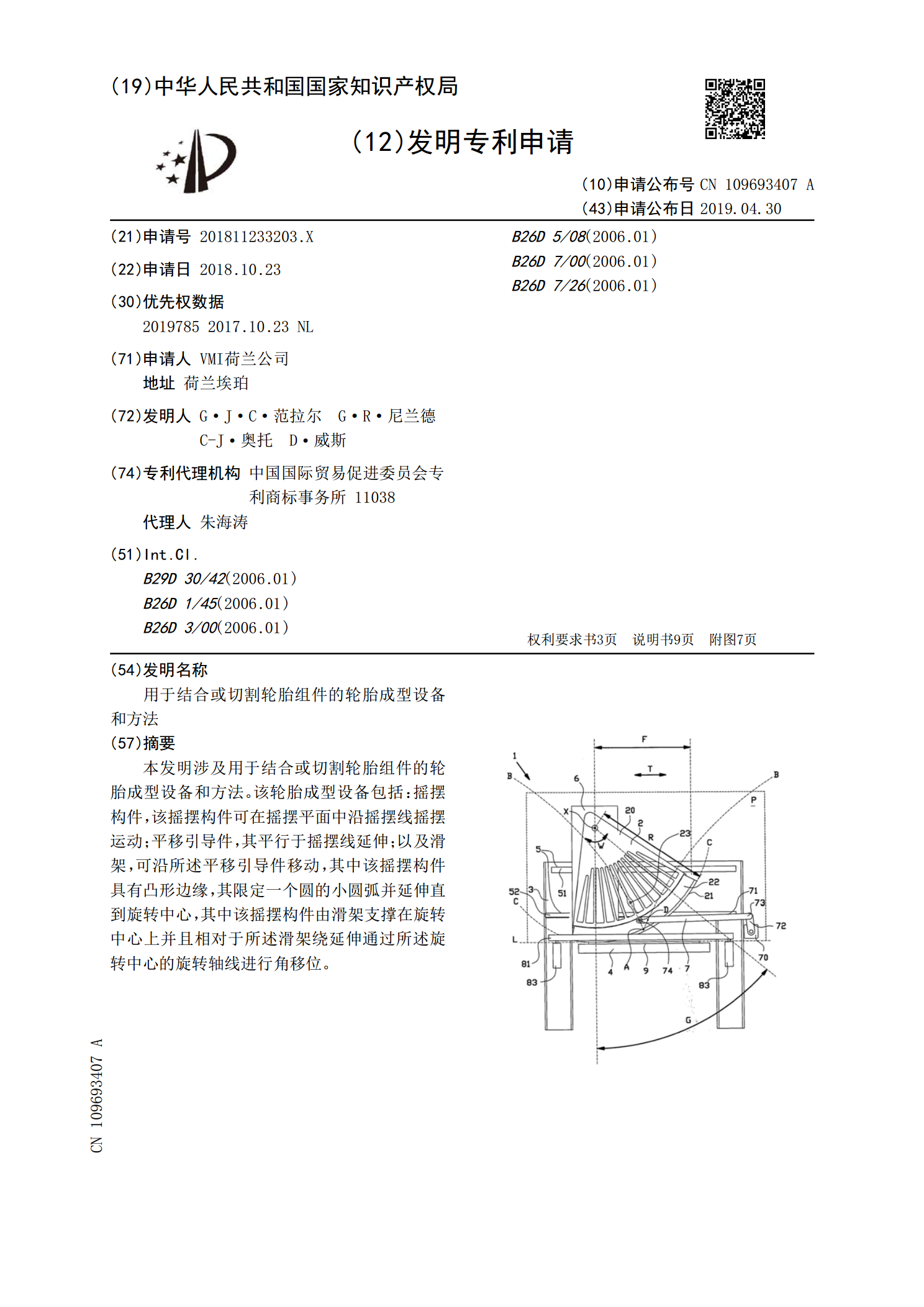
用于结合或切割轮胎组件的轮胎成型设备和方法.pdf
本发明涉及用于结合或切割轮胎组件的轮胎成型设备和方法。该轮胎成型设备包括:摇摆构件,该摇摆构件可在摇摆平面中沿摇摆线摇摆运动;平移引导件,其平行于摇摆线延伸;以及滑架,可沿所述平移引导件移动,其中该摇摆构件具有凸形边缘,其限定一个圆的小圆弧并延伸直到旋转中心,其中该摇摆构件由滑架支撑在旋转中心上并且相对于所述滑架绕延伸通过所述旋转中心的旋转轴线进行角移位。
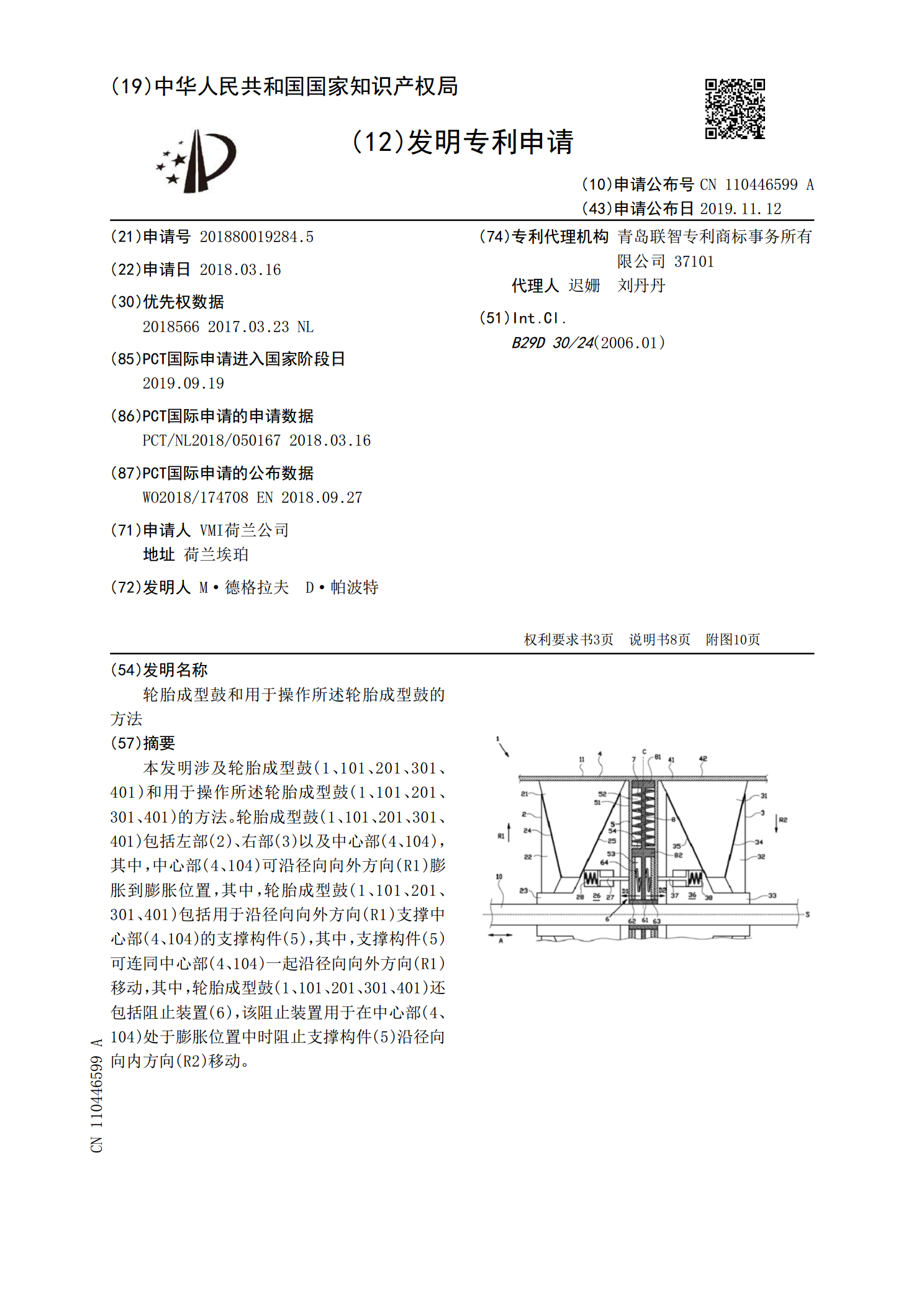
轮胎成型鼓和用于操作所述轮胎成型鼓的方法.pdf
本发明涉及轮胎成型鼓(1、101、201、301、401)和用于操作所述轮胎成型鼓(1、101、201、301、401)的方法。轮胎成型鼓(1、101、201、301、401)包括左部(2)、右部(3)以及中心部(4、104),其中,中心部(4、104)可沿径向向外方向(R1)膨胀到膨胀位置,其中,轮胎成型鼓(1、101、201、301、401)包括用于沿径向向外方向(R1)支撑中心部(4、104)的支撑构件(5),其中,支撑构件(5)可连同中心部(4、104)一起沿径向向外方向(R1)移动,其中,轮胎成

用于轮胎组成部件的成型装置和成型方法.pdf
目的在于通过层叠成型带状橡胶获得轮胎组成部件,其不具有由不平部分中的空气侵入而导致的缺陷并且不具有由不平部分导致的不良外观。成型装置具有橡胶挤出机(10),其具有截面为菱形的口模(14b)、以及将通过口模(14b)挤出的具有菱形截面的带状橡胶(RG)轧制成六边形截面的上辊(21)和下辊(22)。上辊(21)和下辊(22)成型具有菱形截面的带状橡胶(RG)以使其具有六边形截面,在该六边形截面中,在带状橡胶(RG)的从宽度方向中心线到侧部的距离(a)和从宽度方向中心线到边缘部的宽度(b)之比(a/b)为0.7

用于调整轮胎成型机的方法和设备.pdf
本发明涉及用于调整轮胎成型机的方法和设备,具体地,一种方法支持轮胎成型组件。该方法包括步骤:支撑用于装配生轮胎的可径向皱缩的成型鼓的一个端部部分;由在第一方向上作用的致动器使端部部分在第一方向上移动;以及由在第一方向上作用的致动器使端部部分在第二方向上移动。