
分体电极电火花加工方法及所采用的分体电极.pdf

葫芦****io


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

分体电极电火花加工方法及所采用的分体电极.pdf
本发明属于特种加工领域,公开了一种分体电极电火花加工方法,包括以下步骤:根据整体闭式叶轮内部型腔的形状和尺寸,提取整体闭式叶轮内部单个流道的三维模型;将单个流道的三维模型进行缩放,并将缩放后的三维模型进行区域划分,划分成多个模块;根据每个模块的形状和尺寸,使用与每个模块相对应的电极进行电火花加工,以形成与缩放前的三维模型一致的单个流道;然后,进行其他流道的电火花加工制作。本发明能够高效和高精度加工各种难加工材料;各个电极的体积较小,有充足的空间来实现电极的回退和让位,因此能够加工流道型腔小、空间结构复杂的

一种采用厚块电极的微细电极的双块电极电火花加工装置.pdf
一种采用厚块电极的微细电极的双块电极电火花加工装置,属于电火花加工领域,所述包括精密平移台、块电极、固定块和CCD检测系统等,所述块电极为有一定厚度的高精度量块,并且所述块电极在安装前要通过电火花线切割方法先切去两个角以便在留下的非加工平面部分进行打孔安装;所述精密平移台为手动驱动方式的薄型精密平移台,并带有侧面锁紧装置;所述固定块通过螺钉连接安装在平台上后,要采用销钉进行紧固定位来消除螺钉连接的间隙,从而提高两固定块相对面的平行度;所述CCD检测系统用来实时检测左右块电极的间距。本发明提出了一种采用厚块

参比电极采用甘汞电极.pptx
ISE与仪器内的参比电极浸入样品试液中构成一个原电池,仪器测量原电池的电动势(电位差)E,就可转化成被测离子的活度或浓度。E=EISE-E参比晶体膜电极(氟电极)LaF3的晶格中有空穴,在晶格上的F-可以移入晶格邻近的空穴而导电。离子的大小、形状和电荷决定其是否能够进入晶体膜内。当氟电极插入到F-溶液中时,F-在晶体膜表面进行交换。25℃时:E膜==K-0.059lgaF-=K+0.059pF钙离子电极结构钙离子电极的电位线性范围和响应时间三、离子选择性电极的测量方法两种溶液,pH已知的标准缓冲溶液s和p
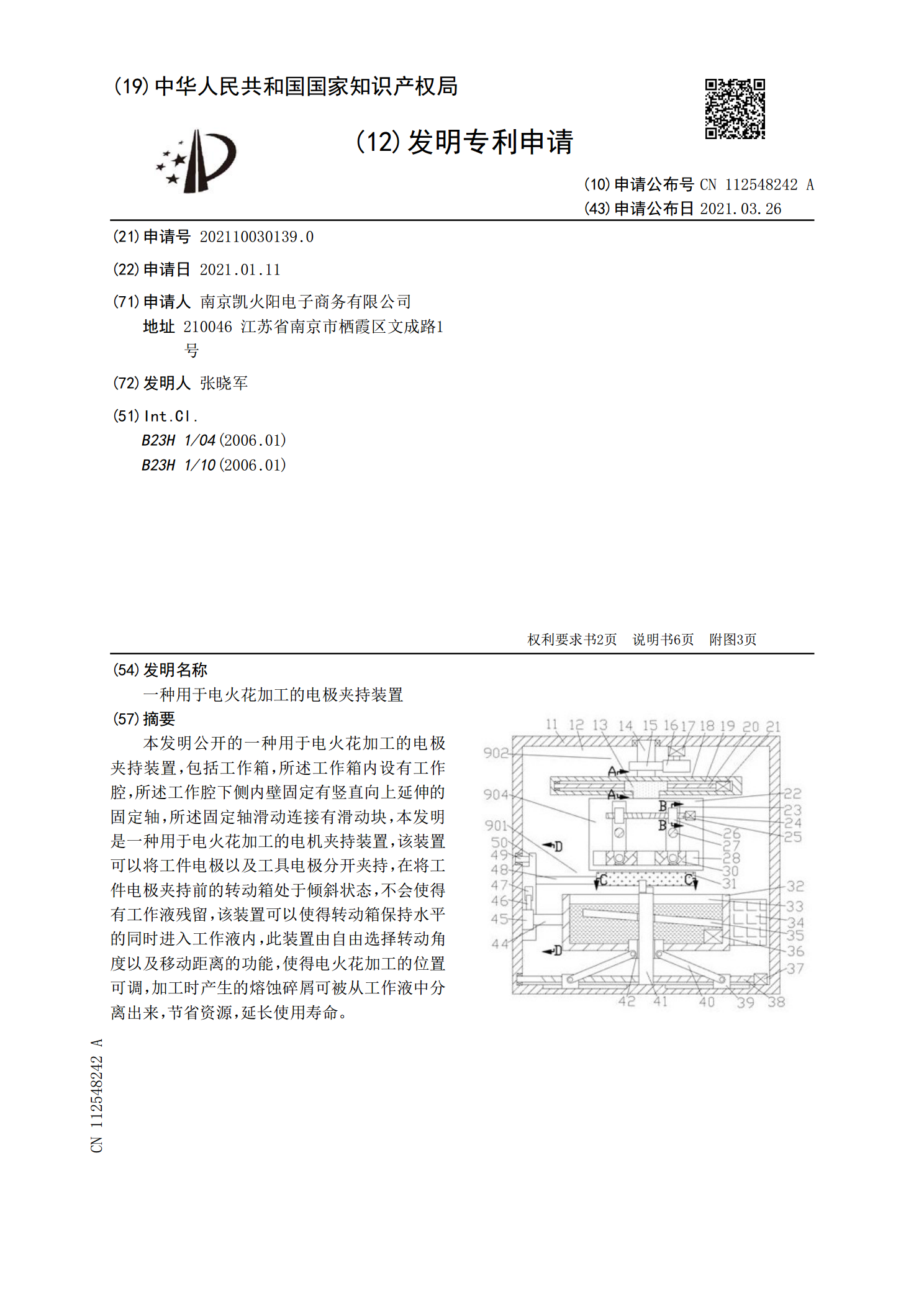
一种用于电火花加工的电极夹持装置.pdf
本发明公开的一种用于电火花加工的电极夹持装置,包括工作箱,所述工作箱内设有工作腔,所述工作腔下侧内壁固定有竖直向上延伸的固定轴,所述固定轴滑动连接有滑动块,本发明是一种用于电火花加工的电机夹持装置,该装置可以将工件电极以及工具电极分开夹持,在将工件电极夹持前的转动箱处于倾斜状态,不会使得有工作液残留,该装置可以使得转动箱保持水平的同时进入工作液内,此装置由自由选择转动角度以及移动距离的功能,使得电火花加工的位置可调,加工时产生的熔蚀碎屑可被从工作液中分离出来,节省资源,延长使用寿命。
金刚石-镍复合镀层电火花加工电极的制备方法.pdf
本发明金刚石?镍复合镀层电火花加工电极的制备方法,具体按照以下步骤实施:步骤1、对金刚石微粉进行预处理;步骤2、对金属基电极进行预处理;步骤3、将步骤1中预处理后的金刚石微粉预硫酸镍溶液混合配置镀液,并将步骤2中预处理后的金属基电极置于镀液中进行化学复合镀,得到复合电极;步骤4、将复合电极进行烘干,即得。本发明把具有强耐电蚀性的金刚石与镍金属通过化学复合镀的方式,镀在金属基电极上,制备具有高耐电蚀性的电火花加工复合电极,这种电极能够有效降低长度损耗、侧面损耗及提高加工精度。