
水轮机转轮上冠泄水孔加工工艺.pdf

一吃****仪凡


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水轮机转轮上冠泄水孔加工工艺.pdf
本发明公开了一种水轮机转轮上冠泄水孔加工工艺,其包括以下步骤:A.使用加工中心,通过相对位置法在转轮上冠划出泄水孔起始点;B.不锈钢材质圆弧深孔钻削,在镗床上进行水平钻削;C.调节工装偏转角度,调整泄水孔回转中心线与转轮回转中心线角度;D.由工作台旋转加工离心角;E.固定中心压板,使用量板检查试钻孔角度,符合图纸要求后进行扩孔。本工艺加工出的泄水孔布置均匀,角度精确,可使水轮机转轮转动平稳,减小振动。

一种水轮机转轮上冠结构.pdf
一种水轮机转轮上冠结构,它包括一中间设置有轴向通孔的轮盘式上冠体,所述上冠体的大直径轮盘位于上端边,该上端边的上面向内设置有凹陷的异形环槽,其中:中间设置有向下凹陷的平台面,中间为上端部轴向通孔,平台面的外围形成有斜底面的环形槽,且在环形槽的内外端边形成有圆弧过渡;所述上端部轴向通孔的下面相接有一中间呈粗腰状通孔直至上冠体的下端边,所述上冠体的下端边为小直径端边口,该小直径端边口的外壁与大直径轮盘底之间形成有一内弧形斜周壁;所述大直径轮盘的上端面为一定位的环形平端面,所述的上端部轴向通孔直径大于小直径端边
双龙口转轮上冠叶片交替孔式水轮机.pdf
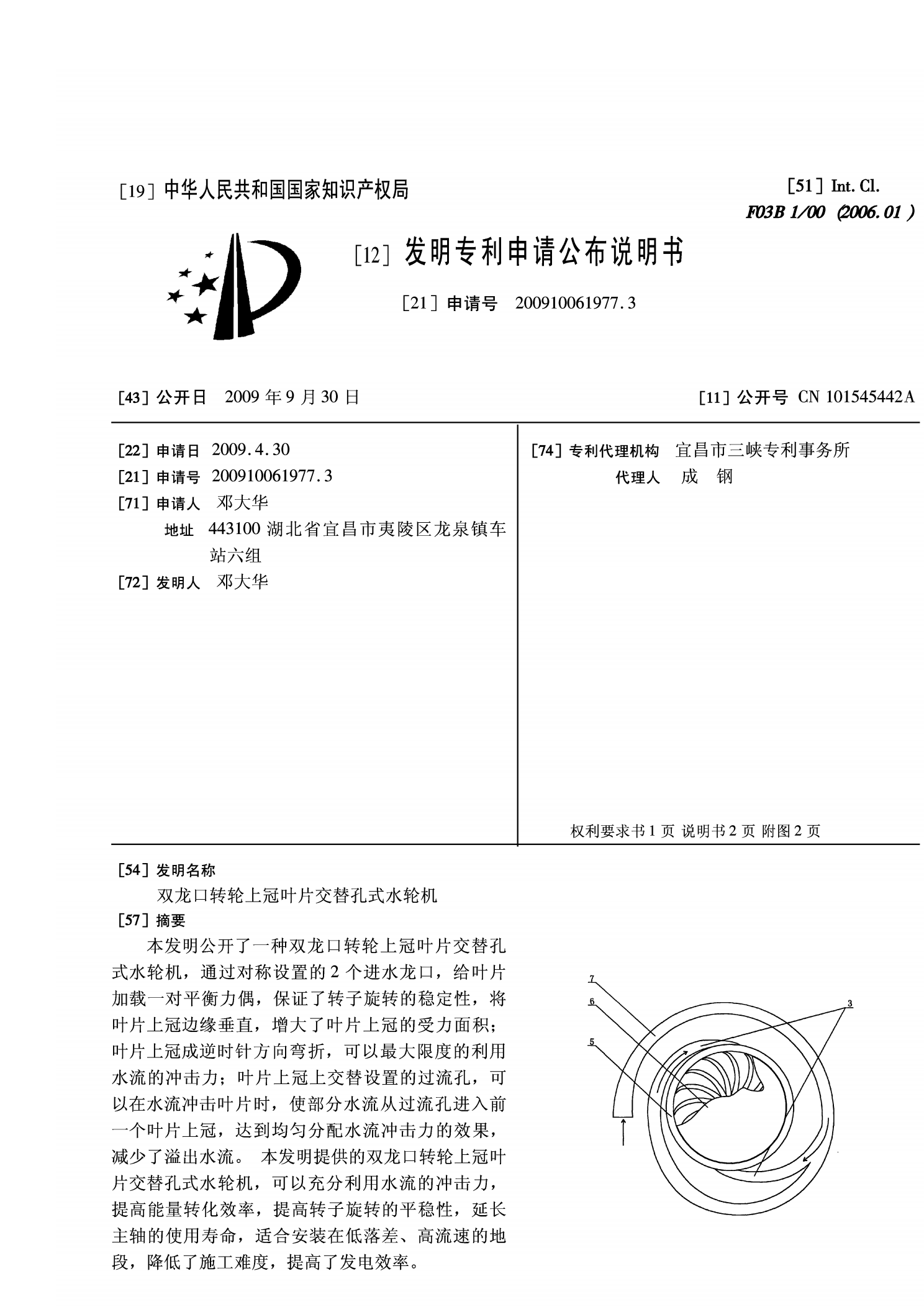
本发明公开了一种双龙口转轮上冠叶片交替孔式水轮机,通过对称设置的2个进水龙口,给叶片加载一对平衡力偶,保证了转子旋转的稳定性,将叶片上冠边缘垂直,增大了叶片上冠的受力面积;叶片上冠成逆时针方向弯折,可以最大限度的利用水流的冲击力;叶片上冠上交替设置的过流孔,可以在水流冲击叶片时,使部分水流从过流孔进入前一个叶片上冠,达到均匀分配水流冲击力的效果,减少了溢出水流。本发明提供的双龙口转轮上冠叶片交替孔式水轮机,可以充分利用水流的冲击力,提高能量转化效率,提高转子旋转的平稳性,延长主轴的使用寿命,适合

大型水电上冠泄水孔加工技术研究.docx
大型水电上冠泄水孔加工技术研究大型水电上冠泄水孔加工技术研究摘要:随着大型水电工程的建设不断发展,上冠泄水孔的加工技术成为一个重要研究方向。本文对大型水电上冠泄水孔的加工技术进行了深入研究,总结了目前常见的水电上冠泄水孔加工方法,并对其技术优缺点进行了分析和比较。基于此,提出了一种新型的大型水电上冠泄水孔加工技术,以期在实际应用中产生更好的效果。关键词:大型水电、上冠泄水孔、加工技术1.引言大型水电工程在解决能源供应短缺和环境保护等方面发挥着重要的作用。然而,在水电工程建设过程中,上冠泄水孔的加工技术一直

大型水电上冠泄水孔加工技术研究.pptx
大型水电上冠泄水孔加工技术研究目录大型水电上冠泄水孔加工技术概述大型水电站上冠泄水孔的作用大型水电上冠泄水孔加工技术的意义大型水电上冠泄水孔加工技术的发展历程大型水电上冠泄水孔加工技术要点大型水电上冠泄水孔的加工材料大型水电上冠泄水孔的加工设备大型水电上冠泄水孔的加工工艺流程大型水电上冠泄水孔的加工质量检测大型水电上冠泄水孔加工技术应用大型水电上冠泄水孔加工技术在水电站建设中的应用大型水电上冠泄水孔加工技术在水利工程中的应用大型水电上冠泄水孔加工技术在其他领域的应用大型水电上冠泄水孔加工技术发展趋势大型水