
三、常用工艺简介.pptx

xf****65

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
三、常用工艺简介.pptx
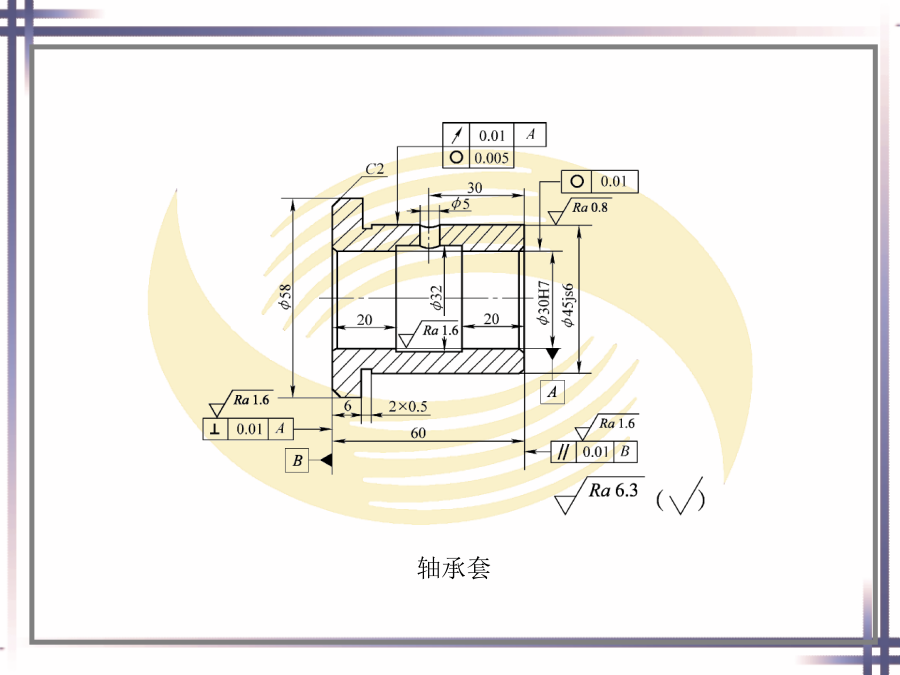
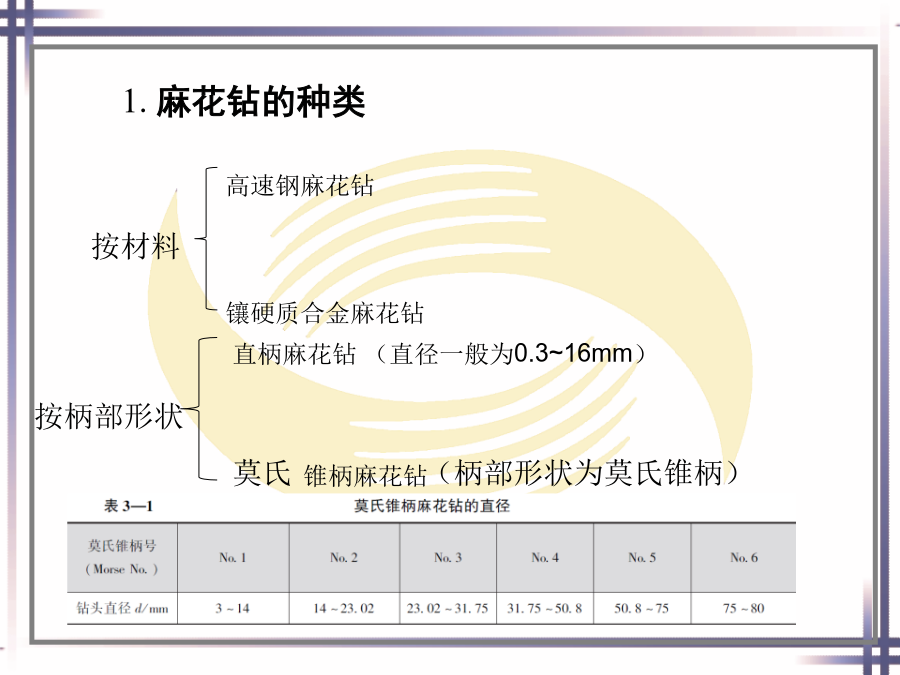
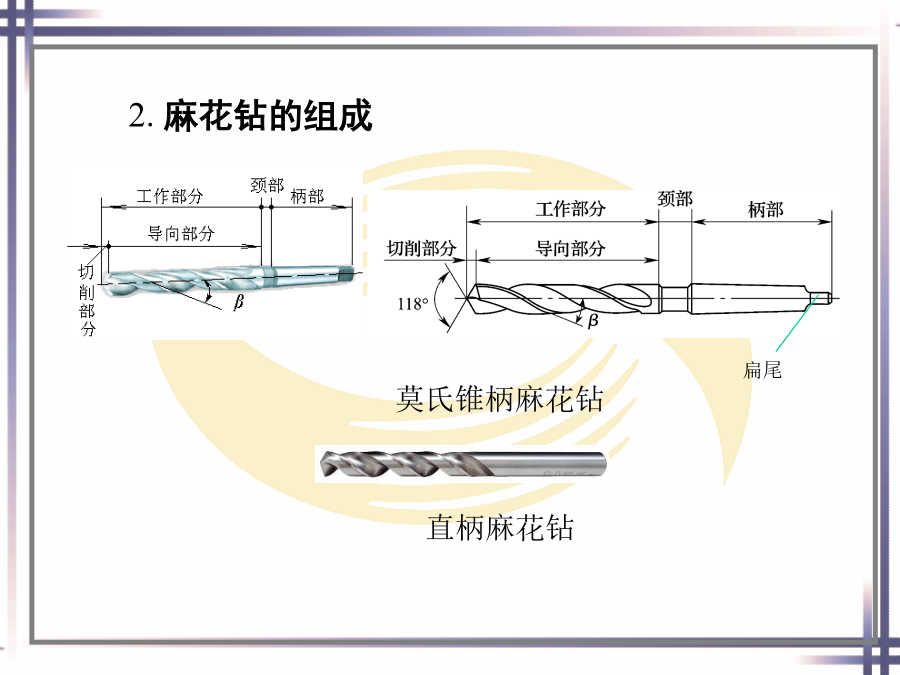
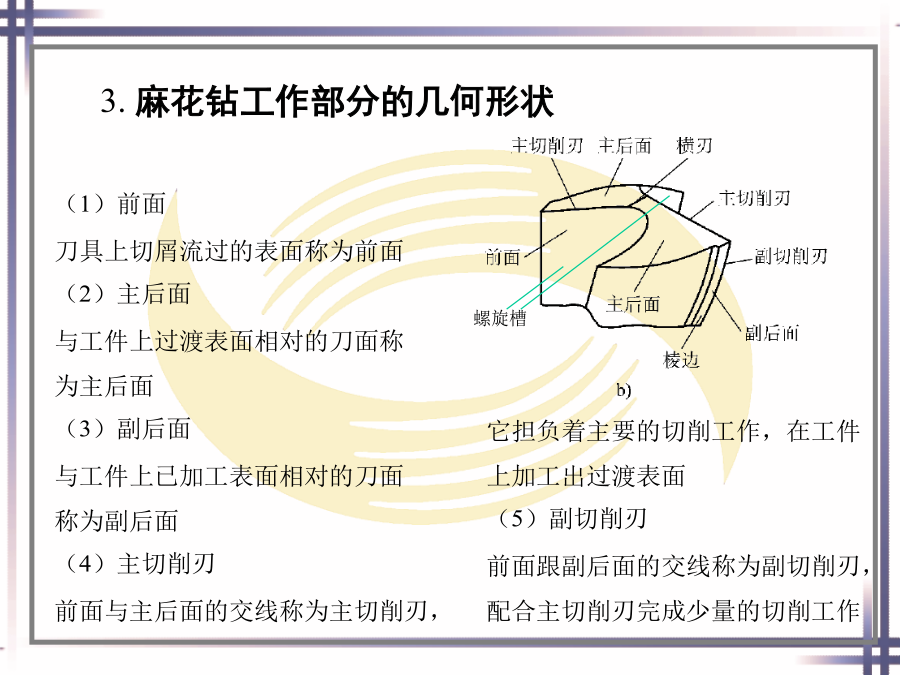
轴承套套类工件的加工工艺主要是指圆柱孔的加工,它比车削外圆要困难得多,有以下几个特点:1.孔加工是在工件内部进行的,观察切削情况较困难,尤其是孔小且深时,根本无法观察。2.刀柄由于受孔径和孔深的限制,不能做得太粗,又不能太短。因此刚度不足,特别是加工孔径小、长度长的孔时,此问题更为突出。3.排屑和冷却困难。4.圆柱孔的测量比较困难。§3-1钻孔用钻头在实体材料上加工孔的方法称为钻孔。根据形状和用途不同,钻头可分为中心钻、麻花钻、锪钻和深孔钻等。本节只介绍麻花钻直柄麻花钻(直径一般为0.3~16mm)2.麻

手机常用工艺简介.pptx
手机常用工艺简介电铸件四)设计要点浮雕或隆起部分边缘处应留有拔模斜度,最小为10°,随产品高度增加,拔模斜度也相应增大。字体的拔模斜度应在15°以上。铭牌的理想高度在3mm以下,浮雕或凸起部分在0.4~0.7mm间。字体的高度或深度不超过0.3mm。若采用镭射效果则高度或深度不超过0.2mm,最佳高度或深度为0.1mm。板材的平均厚度为0.2±0.05,若产品超过此高度则应做成中空结构,并允许产品高度有0.05mm的误差;由于板材厚度是均匀结构,产品表面的凸起或凹陷部分背面也有相应变化。产品的外型轮廓使用

手机常用工艺简介.pptx
会计学电铸件四)设计要点浮雕或隆起部分边缘处应留有拔模斜度,最小为10°,随产品高度增加,拔模斜度也相应增大。字体的拔模斜度应在15°以上。铭牌的理想高度在3mm以下,浮雕或凸起部分在0.4~0.7mm间。字体的高度或深度不超过0.3mm。若采用镭射效果则高度或深度不超过0.2mm,最佳高度或深度为0.1mm。板材的平均厚度为0.2±0.05,若产品超过此高度则应做成中空结构,并允许产品高度有0.05mm的误差;由于板材厚度是均匀结构,产品表面的凸起或凹陷部分背面也有相应变化。产品的外型轮廓使用冲床加工,

手机常用工艺简介.doc
手机常用工艺简介(塑胶篇)电镀1.1水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。水镀的工艺主要由前处理和电镀两部分组成。前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。水镀的前处理工艺流程:塑胶壳→挂钓→整面脱脂(去除表面油污)→水洗→表面粗化→水洗→回收→水洗→中和除去及还原表面铬酸→水洗→敏化吸着PD-S
冲压常用铆接工艺简介.ppt
沖壓常用鉚接工藝簡介翻邊鉚合(Rollover)2.翻邊鉚合要素3.常見失效模式及預防1).鉚合松脫:在使用拉力.剪切力或其它循環載荷下脫鉚.原因:翻邊未完全張開翻邊壓合區過窄翻邊斷裂.預防:A.抽芽高度到位避免抽芽成蓮花開裂狀或立錐狀.B.增加均勻沙拉;鉚合時增加預壓避免鉚前裝配錯開.Tox鉚合(Toxing)2.Toxing連接設備3.Tox鉚合性能5.應用實例拉釘鉚合(Riveting)2.工作