
具有用于剔除定位错误的预制坯件的装置的用于预制坯件的分离装置.pdf

一条****贺6


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

具有用于剔除定位错误的预制坯件的装置的用于预制坯件的分离装置.pdf
本发明涉及一种用于预制坯件的分离装置,其具有用于剔除错误定位的预制坯件的装置,其中,所述分离装置构造成滚子分拣机,所述滚子分拣机具有两个围绕彼此平行的旋转轴线旋转的传送滚子,这些传送滚子构成一个共同的传送平面并且将预制坯件在这些传送滚子之间沿传送方向传送,其中,所述用于剔除错误定位的预制坯件的装置是围绕一旋转轴线旋转的踢轮,其具有侧面的抛出方向,所述踢轮梳理正确定位的预制坯件上方的剔除区域,其特征在于,所述踢轮相对于所述传送滚子处于中心并且在以一高度间距布置在所述传送平面上方,其中,所述踢轮的旋转轴线基本

用于输送预制坯件的装置.pdf
本发明涉及一种用于将预制坯件(12)输送到例如用于由热塑材料制造容器的吹塑机的装置(1),其具有分选装置(5)、布置在分选装置(5)的输出侧的输出传送装置(8)以及布置在分选装置(5)和输出传送装置(8)之间的转移装置(11,13),在所述分选装置中预制坯件(12)在其取向方面被分选,预制坯件(12)通过所述输出传送装置输送给吹塑机,在转移装置中实现了将预制坯件(12)从分选装置(5)转移到输出传送装置(8),其中,分选装置(5)、输出传送装置(8)和转移装置分别具有带导向面轮廓的导向面,预制坯件(12)
用于输送预制坯件的方法和装置.pdf
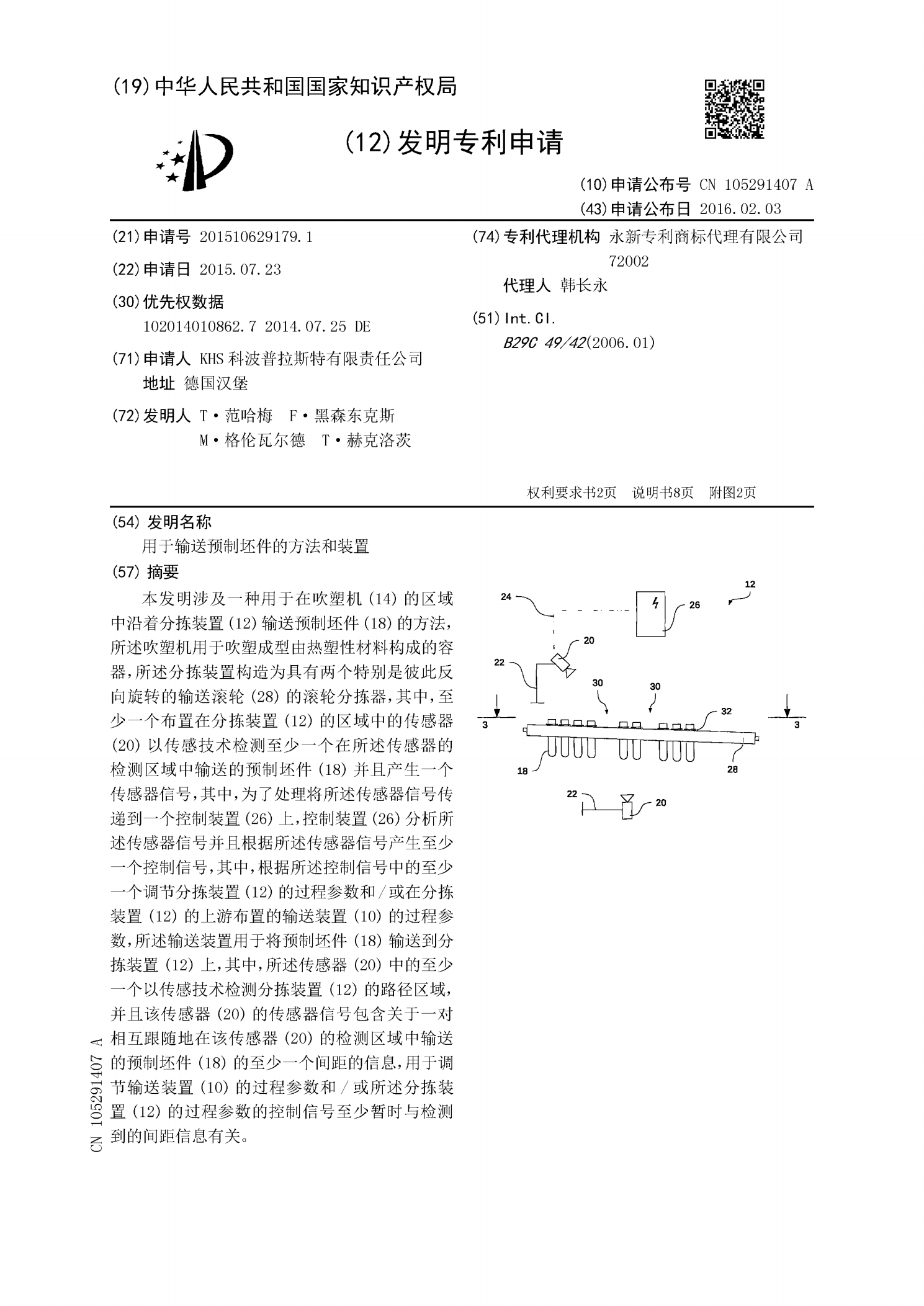
本发明涉及一种用于在吹塑机(14)的区域中沿着分拣装置(12)输送预制坯件(18)的方法,所述吹塑机用于吹塑成型由热塑性材料构成的容器,所述分拣装置构造为具有两个特别是彼此反向旋转的输送滚轮(28)的滚轮分拣器,其中,至少一个布置在分拣装置(12)的区域中的传感器(20)以传感技术检测至少一个在所述传感器的检测区域中输送的预制坯件(18)并且产生一个传感器信号,其中,为了处理将所述传感器信号传递到一个控制装置(26)上,控制装置(26)分析所述传感器信号并且根据所述传感器信号产生至少一个控制信号,其中,根

用于输送坯件的装置及其方法.pdf
提供了一种输送坯件的方法。在第一步骤中,该方法包括将所述坯件放置在料盒(100)中,其中所述料盒(100)包括第一杆(106a,106f)和第二杆(106b,106e),所述第一杆(106a,106f)能够在基本水平的并且与输送方向一致的第一方向上以及在基本上竖直的第二方向上运动。在第二步骤中,该方法包括移动所述第一杆(106a,106f),使得所述坯件在所述输送方向上移动,并且使得所述坯件交替地放置在所述第一杆(106a,106f)和所述第二杆(106b,106e)上。
用于制造轮胎坯件的装置和方法.pdf
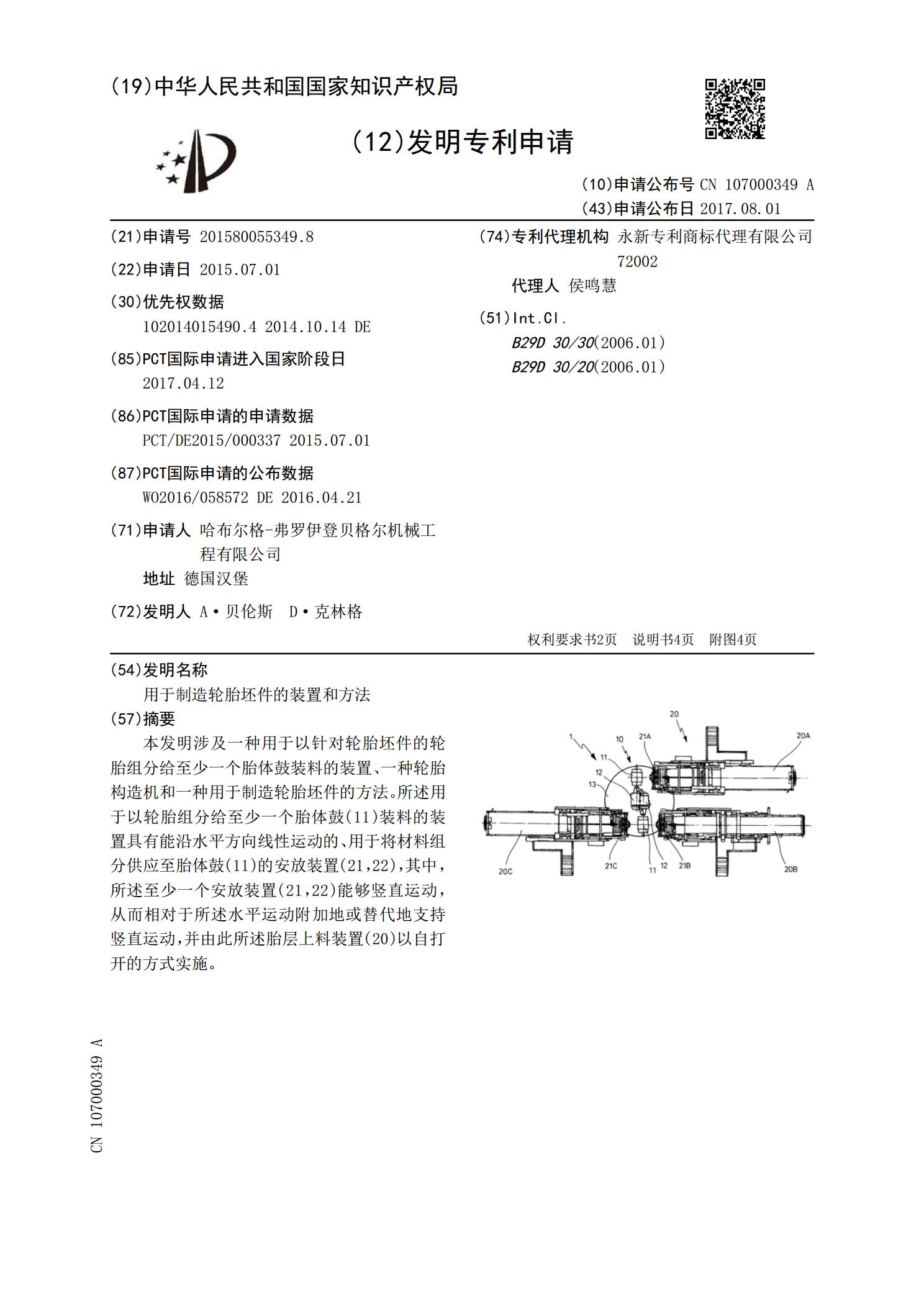
本发明涉及一种用于以针对轮胎坯件的轮胎组分给至少一个胎体鼓装料的装置、一种轮胎构造机和一种用于制造轮胎坯件的方法。所述用于以轮胎组分给至少一个胎体鼓(11)装料的装置具有能沿水平方向线性运动的、用于将材料组分供应至胎体鼓(11)的安放装置(21,22),其中,所述至少一个安放装置(21,22)能够竖直运动,从而相对于所述水平运动附加地或替代地支持竖直运动,并由此所述胎层上料装置(20)以自打开的方式实施。