
用于控制磨边机的磨轮进给量的控制系统及方法.pdf

玉环****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于控制磨边机的磨轮进给量的控制系统及方法.pdf
本发明涉及一种用于控制磨边机的磨轮进给量的控制系统及方法。该系统用于控制磨边机的磨轮进给量,包括控制器、伺服驱动器、伺服电机和编码器、以及磨轮进给检测装置;伺服驱动器与控制器和伺服电机连接,用于根据控制器的运动指令对伺服电机的运动控制;编码器与伺服电机、伺服驱动器和控制器连接,用于检测伺服电机的当前运动位移量,并反馈至伺服驱动器和控制器;磨轮进给检测装置与控制器连接,用于检测磨轮的实时磨削进给量,并反馈至控制器;控制器用于根据预设位移量生成运动指令,输出至伺服驱动器驱动伺服电机工作,并根据编码器和磨轮进给

磨边机磨轮进给装置.pdf
本发明涉及一种磨边机磨轮进给装置,包括磨轮进给安装板、至少一个直线导轨、至少一个滑块、电主轴安装板以及驱动装置;所述磨轮进给安装板呈水平布置,所述直线导轨固定于所述磨轮进给安装板的上表面;所述至少一个滑块滑动连接于所述至少一个直线导轨上,并可沿着所述至少一个直线导轨来回移动;所述电主轴安装板安装于所述至少一个滑块上,并能够随着所述至少一个滑块在所述至少一个直线导轨上移动;所述驱动装置与所述电主轴安装板相连接,以驱动所述电主轴安装板沿着所述至少一个直线导轨来回移动。本发明磨边机磨轮进给装置具有结构紧凑简单、

磨边机磨轮进给检测装置.pdf
本发明涉及一种磨边机磨轮进给检测装置,包括座体、弹片安装座、弹片、导轮组件、垂直位移感测单元、水平位移感测单元以及水平复位组件;座体固定安装在磨边机电主轴上,弹片安装座可水平移动地安装于座体与电主轴相背的表面上;弹片安装于弹片安装座上,并由弹片安装座沿着平行于磨轮的进给方向水平伸出;导轮组件安装于弹片的末端上,以与待磨边物品的边缘相抵接;垂直位移感测单元与弹片对应,以感测磨轮的垂直进给位移;水平位移感测单元与弹片安装座对应,以感测出磨轮的水平进给位移;水平复位组件用于驱动弹片安装座在外力移除时复位。本发明
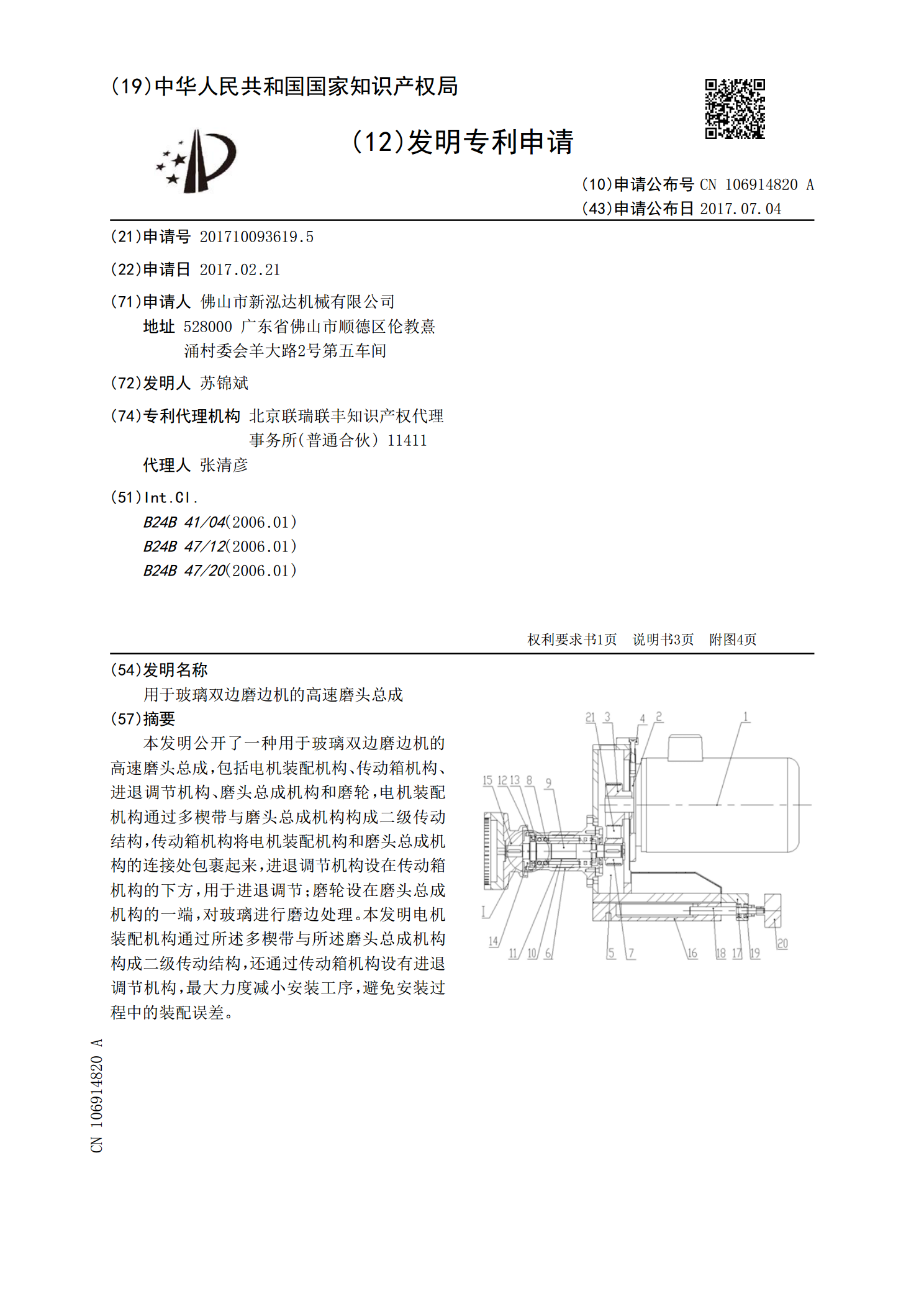
用于玻璃双边磨边机的高速磨头总成.pdf
本发明公开了一种用于玻璃双边磨边机的高速磨头总成,包括电机装配机构、传动箱机构、进退调节机构、磨头总成机构和磨轮,电机装配机构通过多楔带与磨头总成机构构成二级传动结构,传动箱机构将电机装配机构和磨头总成机构的连接处包裹起来,进退调节机构设在传动箱机构的下方,用于进退调节;磨轮设在磨头总成机构的一端,对玻璃进行磨边处理。本发明电机装配机构通过所述多楔带与所述磨头总成机构构成二级传动结构,还通过传动箱机构设有进退调节机构,最大力度减小安装工序,避免安装过程中的装配误差。
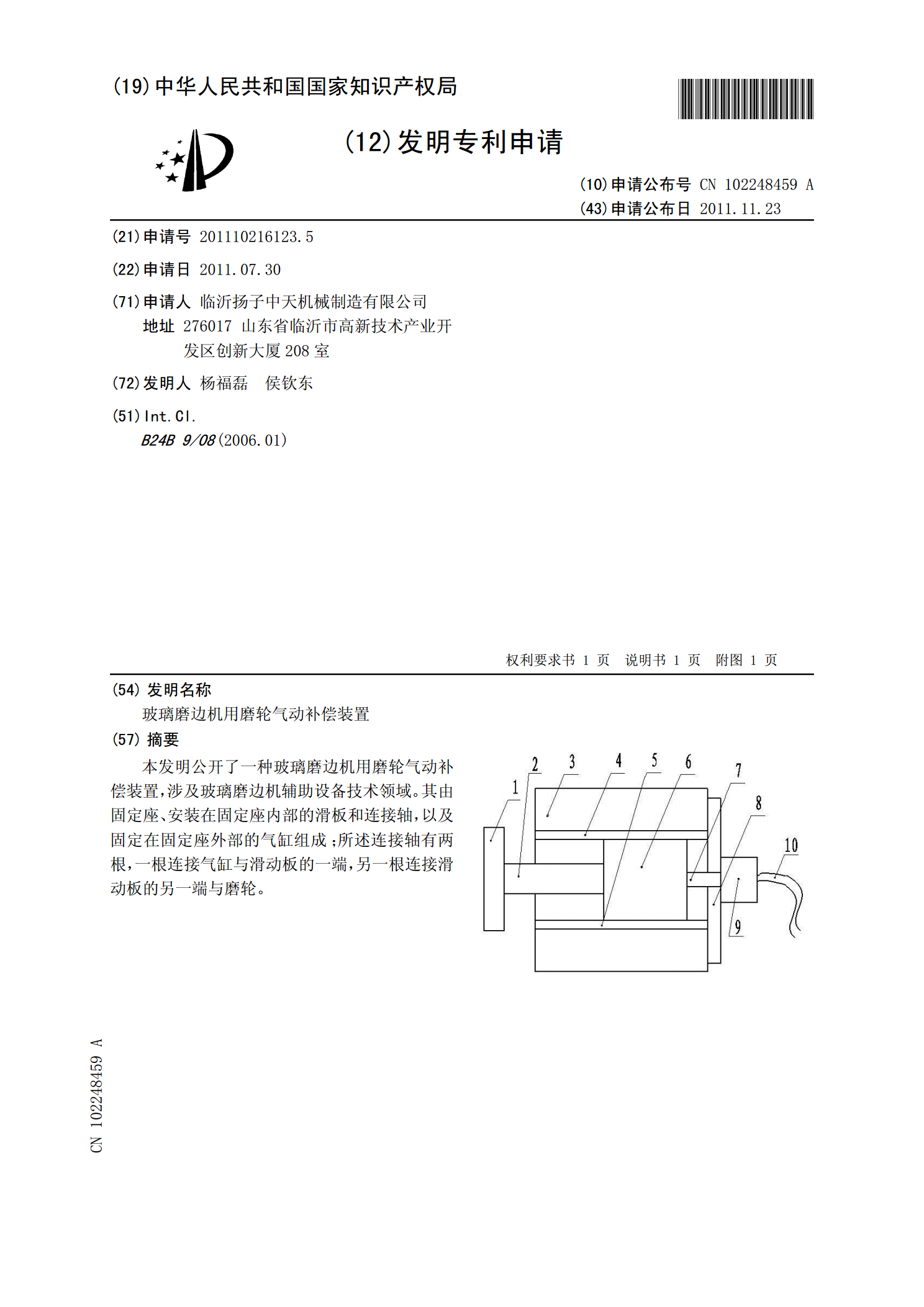
玻璃磨边机用磨轮气动补偿装置.pdf
本发明公开了一种玻璃磨边机用磨轮气动补偿装置,涉及玻璃磨边机辅助设备技术领域。其由固定座、安装在固定座内部的滑板和连接轴,以及固定在固定座外部的气缸组成;所述连接轴有两根,一根连接气缸与滑动板的一端,另一根连接滑动板的另一端与磨轮。