
钛合金轴类零件磨削加工方法.pdf

宜然****找我


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钛合金轴类零件磨削加工方法.pdf
本发明公开了一种钛合金轴类零件磨削加工方法,磨削钛合金时,应选用专门的绿色碳化硅砂轮,粗磨时可用46#的,精磨时可用60#的中软砂轮磨削,效果最好;磨削速度要低于普通磨削速度,磨削深度也要浅;冷却液应选用清洗效果好的,如水溶液等;冷却液的压力和流量要保证能够有效地冲走磨屑,以此方法可生产出合格的钛合金轴类零件。这一方法防止了温度过高烧伤工件,防止了砂轮表面粘结,提高了工件表面磨削质量,生产出合格的钛合金轴类零件,有效保证了钛合金轴类零件质量。
一种钛合金零件的磨削加工方法.pdf
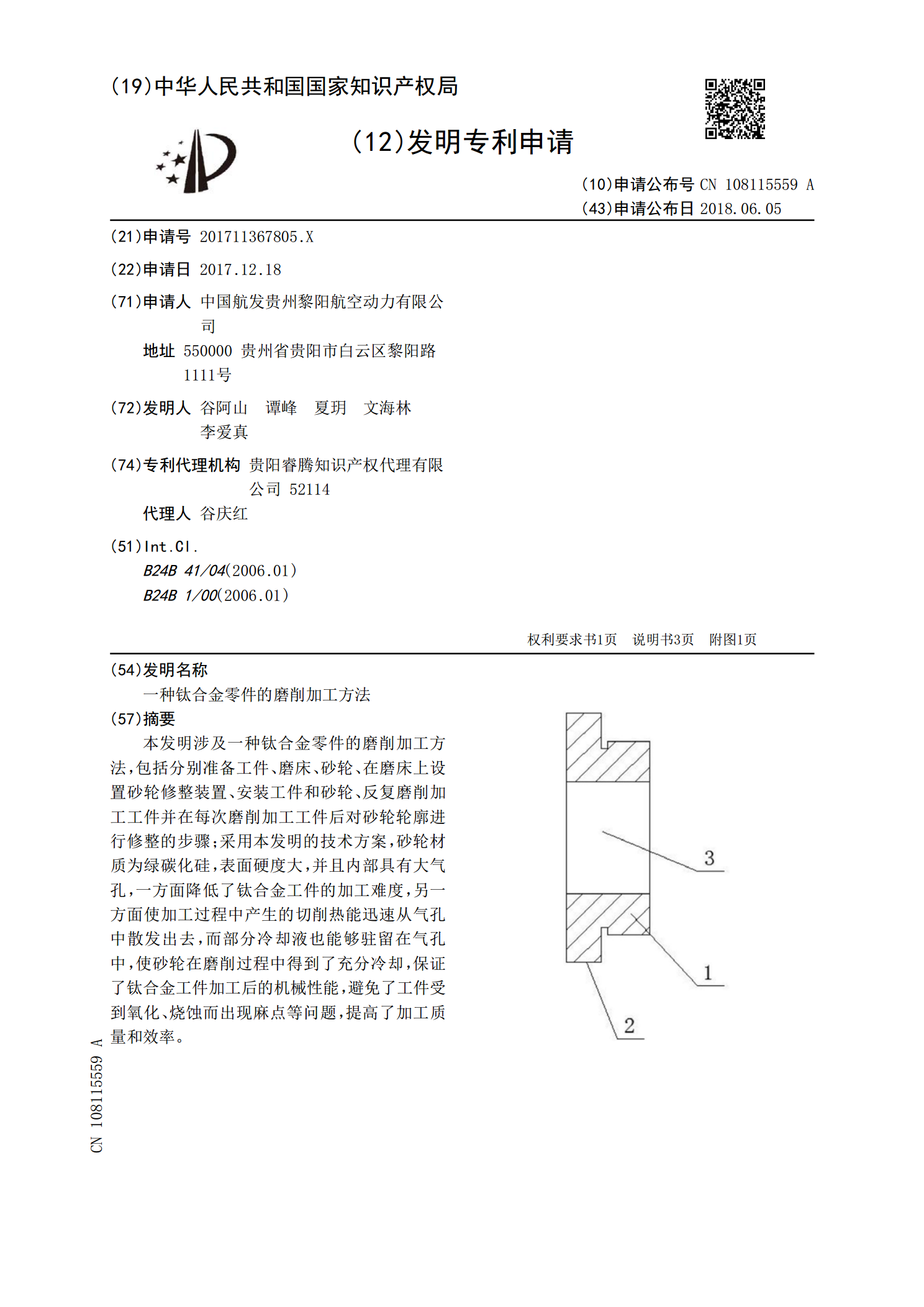
本发明涉及一种钛合金零件的磨削加工方法,包括分别准备工件、磨床、砂轮、在磨床上设置砂轮修整装置、安装工件和砂轮、反复磨削加工工件并在每次磨削加工工件后对砂轮轮廓进行修整的步骤;采用本发明的技术方案,砂轮材质为绿碳化硅,表面硬度大,并且内部具有大气孔,一方面降低了钛合金工件的加工难度,另一方面使加工过程中产生的切削热能迅速从气孔中散发出去,而部分冷却液也能够驻留在气孔中,使砂轮在磨削过程中得到了充分冷却,保证了钛合金工件加工后的机械性能,避免了工件受到氧化、烧蚀而出现麻点等问题,提高了加工质量和效率。

轴类零件外圆表面的磨削加工.doc
宜宾职业技术学院YibinVocational&TechnicalCollege课程名称机械制造技术教学主题7轴类零件外圆表面的磨削加工授课班级机电08级1-4班授课时间授课地点教室教学目标:1.熟悉机床加工范围及运动2.了解机床主要部件结构;会进行机床调整。职业技能教学点:砂轮架、头架结构及调整。教学设计:组织教学、复习旧课、讲授新课、结合图形讲机床组成,课堂练习、评讲小结。重点是机床加工范围及调整,难点机床结构。布置作业。教学手段:教材、板书、挂图。教学过程教学内容与板书备注组织教学复习旧课复习后,要
一种轴类零件切削和/或磨削加工夹具及其加工方法.pdf
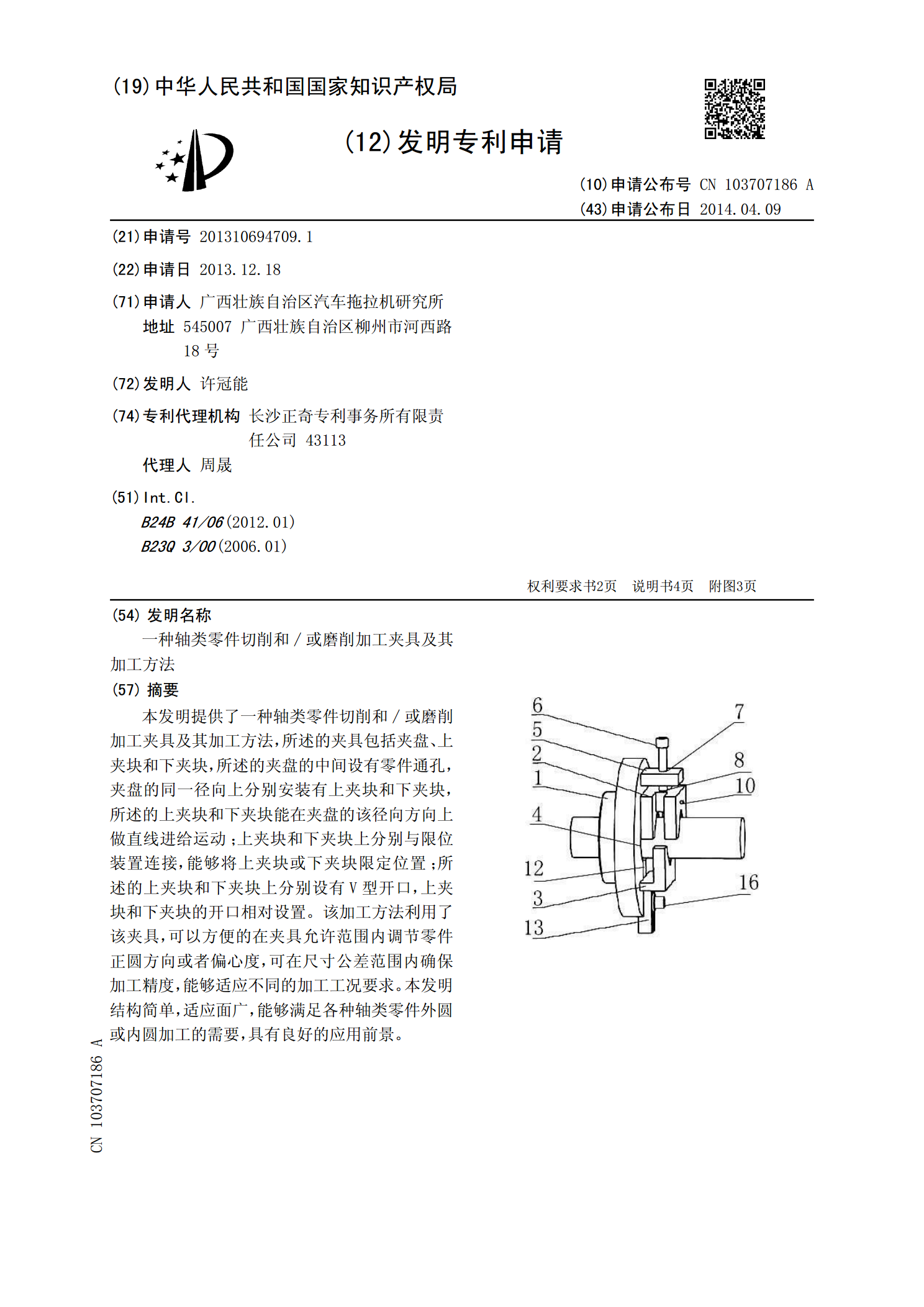
本发明提供了一种轴类零件切削和/或磨削加工夹具及其加工方法,所述的夹具包括夹盘、上夹块和下夹块,所述的夹盘的中间设有零件通孔,夹盘的同一径向上分别安装有上夹块和下夹块,所述的上夹块和下夹块能在夹盘的该径向方向上做直线进给运动;上夹块和下夹块上分别与限位装置连接,能够将上夹块或下夹块限定位置;所述的上夹块和下夹块上分别设有V型开口,上夹块和下夹块的开口相对设置。该加工方法利用了该夹具,可以方便的在夹具允许范围内调节零件正圆方向或者偏心度,可在尺寸公差范围内确保加工精度,能够适应不同的加工工况要求。本发明结构

浮动磨削工艺在大型轴类零件加工中的应用.docx
浮动磨削工艺在大型轴类零件加工中的应用随着制造工艺的不断发展,浮动磨削技术在大型轴类零件加工中得到了广泛的应用。本文将从浮动磨削工艺的原理、特点以及在大型轴类零件加工中的应用等方面进行探讨。一、浮动磨削工艺的原理浮动磨削工艺又称为辅助磨削工艺,是一种通过异步旋转的方式对工件进行磨削的加工工艺。其原理基于以太极浮式夹具为基础,通过对夹具进行旋转和升降调整,使加工刀具在工件表面进行微小的轻微磨削。这样操作可以有效地降低工件的加工难度,提高加工质量,缩短加工周期,提高生产效率。二、浮动磨削工艺的特点1.精度高: