
自动焊焊接QC成果.pptx

胜利****实阿


1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

自动焊焊接QC成果.pptx
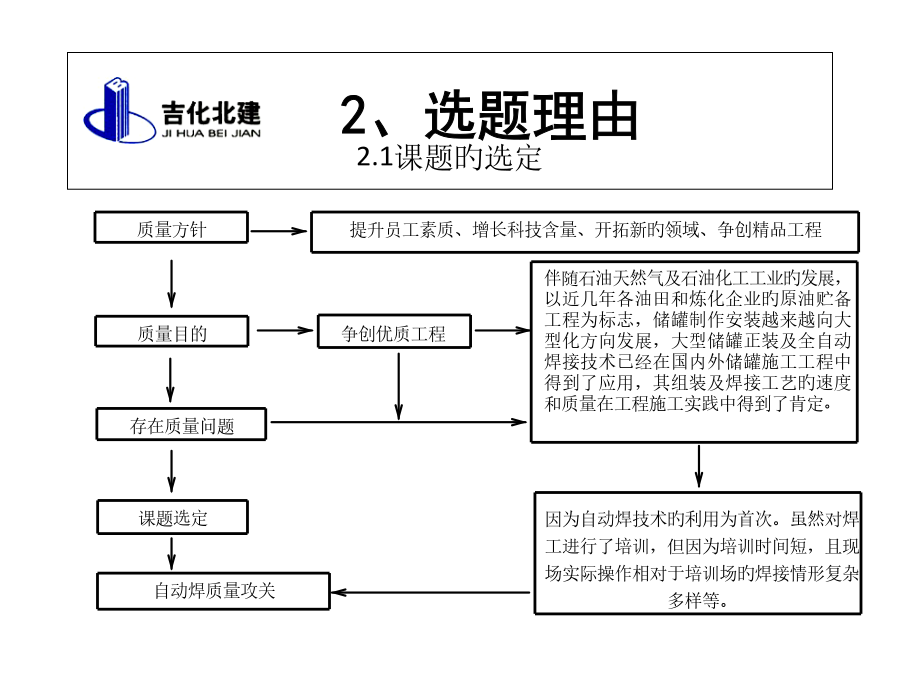
储罐自动焊焊接旳质量攻关目录1、小组简介1.1小组概况1.2小构成员介绍2、选题理由2.1课题旳选定3、可行性分析4、公关目的5、小组活动计划6、PDCA循环试验性焊接为了确保高炉炉壳旳焊接质量,QC小组组织操作人员进行第一道横缝旳焊接,焊后对试焊旳1条焊缝(总长34.54m)进行X射线探伤检验,共拍片子12张,合格9张,不合格3张,合格率为75%。据此成果得出距要求还有一定旳距离,且焊接速度不符合要求,为此根据试焊情况做出焊接缺陷统计表及排列图:不合格项点频率统计表焊缝处理6.1因果分析6.制定对策6

某焊接QC成果.ppt
控制沉降槽焊接质量注册编号:一、工程概况二、焊接工艺简介序号四、选题理由五、现场调查六、设定目标七、目标可行性分析焊枪指向位置不对根据上表可以看出9-14项未端要因因素可以归纳为两大要因:1、操作者技能差;2、没有成熟的焊接工艺评定。十、制定对策实施一:(实施人:)通过多次焊接工艺评定试验和现场实践,得出下面的焊接工艺参数:1、槽体焊接时,选用直径为1.6mm的焊丝,当为对接接头时,焊接电流为280~300A,电弧电压为28~30V,焊接速度为18~20m/h,V型坡口时,焊接电流为320~350A,电弧

焊接后段QC成果.pptx
某焊接QC成果.ppt
控制沉降槽焊接质量注册编号:一、工程概况二、焊接工艺简介序号四、选题理由五、现场调查六、设定目标七、目标可行性分析焊枪指向位置不对根据上表可以看出9-14项未端要因因素可以归纳为两大要因:1、操作者技能差;2、没有成熟的焊接工艺评定。十、制定对策实施一:(实施人:)通过多次焊接工艺评定试验和现场实践,得出下面的焊接工艺参数:1、槽体焊接时,选用直径为1.6mm的焊丝,当为对接接头时,焊接电流为280~300A,电弧电压为28~30V,焊接速度为18~20m/h,V型坡口时,焊接电流为320~350A,电弧

QC方法控制长输管道半自动下向焊焊接的质量.docx
QC方法控制长输管道下向焊焊接质量河南翔龙集团西气东输二线开封至商丘地方支线工程项目部2012年5月24日QC方法控制长输管道半自动下向焊焊接质量小组情况简介1、课题名称:QC方法控制长输管道下向焊焊接质量2、小组名称:长输管道焊接质量QC小组3、小组成员概况:序号姓名年龄性别职务/工种组内分工1卞守军48男经理组长2李天立48男项目总工副组长3代小六36男质保责任人副组长4张建彬38男技术员管道施工技术员5张可强25男质检员管道施工质检员6王兴中42男质检员管道施工质检员7张小燕25女统计员管道施工统计