
一种双针床经编机的花形链块排列工艺及其梳栉横移机构.pdf

白凡****12


1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双针床经编机的花形链块排列工艺及其梳栉横移机构.pdf
本发明公开了一种双针床经编机的花形链块排列工艺,针对一个完全组织八个横列的工艺,采用8:1六行程花链排列方式:所述8:1的排列方式,由四十八个花纹链块组成,包裹花纹链盘一周,编织一个横列需要走过六个花形链块。同时公开了其梳栉横移机构,包括涡轮、传动齿轮、花纹链盘和推杆;所述花纹链盘由涡轮通过传动齿轮带动旋转,花纹链盘边缘设有凹槽,用于固定花纹链块,所述花纹链块共有四十八个,包裹花纹链盘一周,所述花纹链盘旋转时通过花纹链块和推杆的作用使梳栉横移,所述花纹链块之间的高度差等于横移的距离。无需加长机器编织更加平
一种双梳栉机构双横移机构单针床经编机.pdf
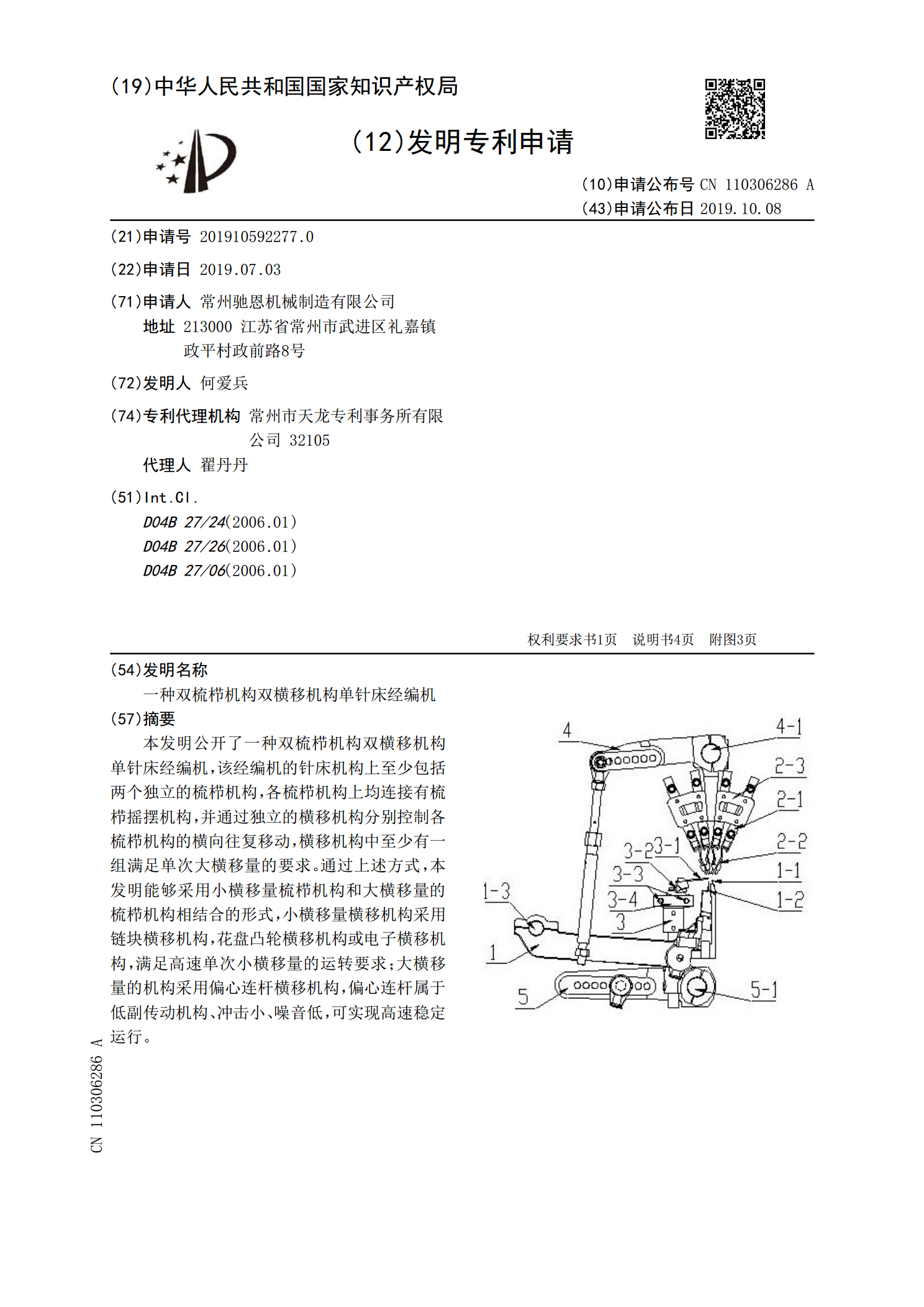
本发明公开了一种双梳栉机构双横移机构单针床经编机,该经编机的针床机构上至少包括两个独立的梳栉机构,各梳栉机构上均连接有梳栉摇摆机构,并通过独立的横移机构分别控制各梳栉机构的横向往复移动,横移机构中至少有一组满足单次大横移量的要求。通过上述方式,本发明能够采用小横移量梳栉机构和大横移量的梳栉机构相结合的形式,小横移量横移机构采用链块横移机构,花盘凸轮横移机构或电子横移机构,满足高速单次小横移量的运转要求;大横移量的机构采用偏心连杆横移机构,偏心连杆属于低副传动机构、冲击小、噪音低,可实现高速稳定运行。

一种双针床经编机梳栉偏心连杆机构.pdf
本发明涉及一种双针床经编机梳栉偏心连杆机构,包括连杆架、偏心凸轮、偏心套、梳栉第一连杆和梳栉第二连杆,偏心凸轮套在主轴上,偏心套的一端套接在偏心凸轮上,偏心套的另一端与梳栉第一连杆和梳栉第二连杆的一端通过第一梳栉销轴活动连接,梳栉第一连杆的另一端与固定在连接杆上的第二梳栉销轴可转动地连接,梳栉第二连杆的另一端与梳栉工作部分连接。本发明的有益效果是:通过采用偏心连杆机构大大提高了机器的运转速度,使双针床经编机的生产效率和织物的质量有了很大的提高。

一种双针床经编机梳栉曲轴连杆机构.pdf
本发明涉及一种双针床经编机梳栉曲轴连杆机构,包括连杆架、曲轴、梳栉第一连杆、梳栉第二连杆和梳栉第三连杆,梳栉第一连杆的一端套接在曲轴上,梳栉第一连杆的另一端与梳栉第二连杆和梳栉第三连杆的一端通过第一梳栉销轴活动连接,梳栉第二连杆的另一端与固定在连杆架上的第二梳栉销轴可转动地连接,梳栉第三连杆的另一端与梳栉工作部分连接。本发明的有益效果是:该梳栉曲轴连杆机构为曲轴三连杆机构,代替原有的偏心二连杆机构或者凸轮连杆传动机构,该三连杆的配合运动传递给梳栉工作部件。该梳栉曲轴连杆机构的设计有效地缩短了该梳栉连杆机构

一种具有梳栉偏心连杆机构的双针床经编机.pdf
本发明涉及一种具有梳栉偏心连杆机构的双针床经编机,包括梳栉偏心连杆机构,其包括连杆架、偏心凸轮、偏心套、梳栉第一连杆和梳栉第二连杆,偏心凸轮套在主轴上,偏心套的一端套接在偏心凸轮上,偏心套的另一端与梳栉第一连杆和梳栉第二连杆的一端通过第一梳栉销轴活动连接,梳栉第一连杆的另一端与固定在连接杆上的第二梳栉销轴可转动地连接,梳栉第二连杆的另一端与梳栉工作部分连接。本发明的有益效果是:通过采用偏心连杆机构大大提高了机器的运转速度,使双针床经编机的生产效率和织物的质量有了很大的提高。