
一种连续链式直线拉拔装置.pdf

婀娜****aj


1/9
2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连续链式直线拉拔装置.pdf
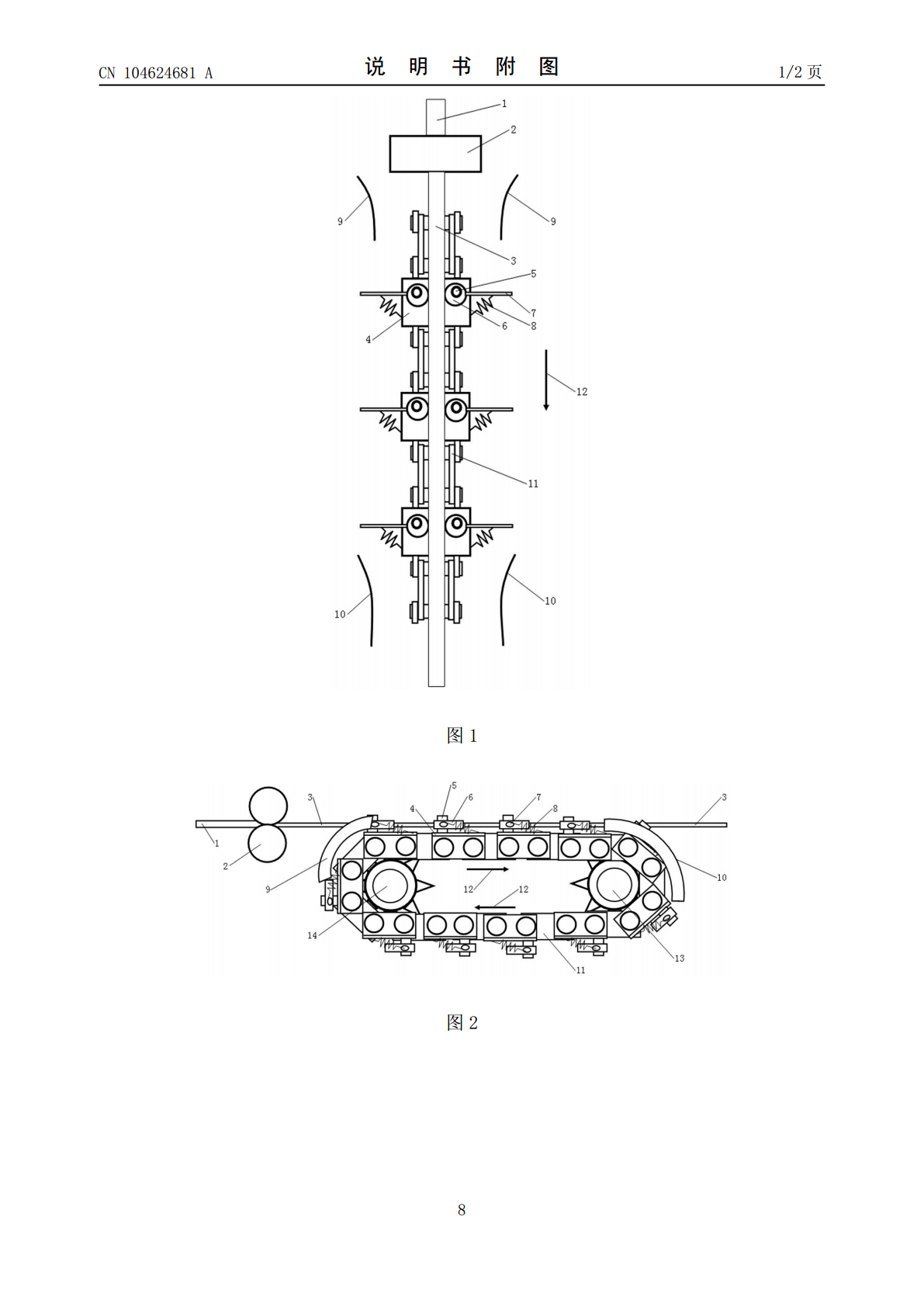
一种连续链式直线拉拔装置,包括拉拔模具、偏心压紧机构、循环链条传动机构、启动锁紧滑轨、解除锁紧滑轨,链条间隔安装若干偏心压紧机构,偏心压紧机构上的拨杆经过启动锁紧滑轨及解除锁紧滑轨时由于滑轨推动及弹簧拉动使偏心压紧轮交替处于“开启”、“锁紧”、“开启”状态,如此周而复始地将拉拔工件稳定顺畅、不间断地直线拉出。

链式连续拉拔机.pdf
本发明公开一种链式连续拉拔机,包括机架以及通过导轨安装在机架上沿同一直线往复移动的两组拉拔小车,每组拉拔小车分别装配有至少一组用以牵引拉拔小车往复移动的链条链轮传动副,每一组链条链轮传动副的主动链轮分别固定在一对平行的传动轴上,该对传动轴与可驱动两者同步反向转动的动力分配齿轮传动机构驱动连接,传动机构通过减速机与正反转电机驱动连接。本发明可实现两组拉拔小车对金属线材进行交替拉拔,可实现高速连续拉拔。而链条传动机构相对于传统的凸轮传动,其结构简单,降低设备制造及维护难度,且造价低廉,极大的提升了设备的市场竞

一种铜材链式拉拔机.pdf
本发明提供一种铜材链式拉拔机,包括电机和基座,电机通过联轴器连接有一号传动轴;所述一号传动轴安装在固定于轴承座内的轴承中,其中部连接有一号链轮;轴承座固定安装在基座的左端;一号链轮通过传动链连接有二号链轮;二号链轮的中部安装有二号传动轴;二号传动轴通过二号轴承与基座相连;基座的右端连接有拉拔模具,基座的中部设有导轨;导轨上安装有牵引装置。利用牵引装置夹住铜材,并在传动链的带动下向左运动,从而使铜材穿过拉拔模具,完成铜材的拉拔加工。本发明具有结构设计合理和制造成本低等优点,能实现铜材拉拔加工的功能。
一种金属连续拉拔自适应调节拉拔装置及其工作方法.pdf
本发明公开了一种金属连续拉拔自适应调节拉拔装置及其工作方法,所述装置通过设置导向轮、垂直限位轮和水平限位轮对待加工金属杆进行运动方向的校正;通过在靴座上部安装紧固轮与紧固导杆,在靴座下部安装转向轴,使所述装置能够实现对金属杆拉拔加工的自适应调节;通过本发明所述的一种金属连续拉拔自适应调节拉拔装置,在不需要人工调整金属杆进模方向的前提下,通过工模具的自适应调节作用使金属杆进模方向与出模方向始终保持在同一条直线上,从而实现金属杆材端面方位的自适应调节。该装置结构简单,操作方便,能够有效取代人工作业,实现金属杆
一种稳定型链式拉拔机.pdf
本实用新型公开了一种稳定型链式拉拔机,包括机座(1),机座(1)的中部设有放置槽(2),放置槽(2)两侧的机座(1)上设有对称的导轨(3),两侧导轨(3)之间连接有拉拔小车(4),拉拔小车(4)上分别设有夹紧机构和链钩(5),链钩(5)下方设有位于放置槽(2)内的驱动链(6),所述导轨(3)外部的机座(1)上设有对称的复位链(7),复位链(7)的外形为环形且两端均连接有安装夹(8),安装夹(8)的外部连接拉拔小车(4),安装夹(8)内设有配合复位链(7)的张紧组件。本实用新型能够稳定实现拉拔小车的拉拔和复